Download
1 / 606
6.06k likes | 6.37k Views
项目二 FANUC 0i 数控机床维修. 一 学习目标 二 工作任务 模块一 FANUC 0i 数控系统的连接 模块二 伺服模块的使用 模块三 变频主轴的使用 模块四 系统参数的设定方法. 下一页. 项目二 FANUC 0i 数控机床维修. 模块五 系统的数据备份及恢复 模块六 FANUC 0i 系统更换电池与熔丝 模块七 FANUC 0i 报警的查看与排除 模块八 CKA6136 数控车床 PMC 分析 模块九 FANUC 0i PMC 屏幕画面功能的使用. 返回. 一 学习目标.

E N D
项目二 FANUC 0i数控机床维修 • 一 学习目标 • 二 工作任务 • 模块一 FANUC 0i数控系统的连接 • 模块二伺服模块的使用 • 模块三 变频主轴的使用 • 模块四 系统参数的设定方法 下一页
项目二 FANUC 0i数控机床维修 • 模块五 系统的数据备份及恢复 • 模块六 FANUC 0i系统更换电池与熔丝 • 模块七 FANUC 0i报警的查看与排除 • 模块八 CKA6136数控车床PMC分析 • 模块九 FANUC 0i PMC屏幕画面功能的使用 返回
一学习目标 • 终极目标:会FANUC数控机床故障的初步维修。 • 促成目标: • (1)会FANUC系统及伺服间的连接。 • (2)会FANUC系统参数的设定与调整。 • (3)会FANUC系统数据的备份及恢复。 • (4)会FANUC系统常见故障的查看及排除。 • (5)会用FANUC系统梯形图对外围故障分析。 • (6)会用FANUC系统PMC对外围故障分析。 返回
二 工作任务 • 对FANUC数控机床常见故障进行诊断分析,并排除故障。 返回
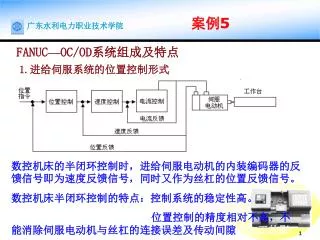
模块一 FANUC 0i数控系统的连接 • 一、学习目标 • 终极目标:会FANUC 0i C系统电气连接。 • 促成目标: • (1)掌握系统各接口的功能。 • (2)了解FSSB总线的使用。 • (3)掌握I/0 Link模块的使用。 • 二、工作任务 • 按照图2-1-1,分析FANUC 0i C数控系统的连接关系。 下一页 返回
模块一 FANUC 0i数控系统的连接 • 三、相关实践知识 • (一)电源连接 • 在系统连接部件中,需要24V DC电源供电的部件有CNC单元的CP1接口和I/0 Link扩展模块。 • FANUC 0i C系统使用3V DC的铿电池给系统中的SRAM供电,以保证在里边存放的数据在关机后不丢失。 • (二)MDI单元的连接 • MDI键盘通过CA55接口连接,C N2连接显示屏下方的按键,包括向左箭头(返回上-级功能)、向右箭头(同级菜单翻页)和空白软键。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • (三)I/O Link单元的连接 • I/0 Link接口是-个串行接口,用于NC与各种I/O单元进行连接,如机床操作面板、I/O单元、刀库用p系列伺服模块、机械手用p系列伺服模块等设备都与控制单元主板上的JD1A ( I/O Link)连接,并且在所连接的各设备间高速传送I/O信号。 • I/O Link连接的规则:在I/O Link中,设备分为主单元和子单元。FANUC 0i系统的控制单元为主单元,通过JD1A进行连接的设备为子单元。一个I/O Link最多可连接16组子单元。用于I/O Link连接的两个接口分别叫做JD1A和JD1B,对所有具有I/O Link功能单元是通用的,连接电缆总是从一个单元的JD1A连接到下-个单元的JD1B。连接到最后一个单元时,最后-个单元的JD1A是无须连接的,如图2-1-2所示。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • 图2-1-2中,I/O Link接口采用了连接I/O模块和I/O板两种方式,用于输入/输出信号的扩展。图中JA3接口用于手轮的连接,最多可以接3个手轮,机床操作面板也要接到I/O板上。 • (四)模拟主轴的连接 • JA40是FANUC 0i C系统的模拟量主轴速度信号接口,CNC系统输出的速度信号(0-l0V)与变频器的模拟量频率输入端相连接,如图2-1-3所示。当主轴需要接编码器反馈时,需要将编码器与JA7 A串行主轴接口相连接。 • (五)串行主轴的连接 • JA7 A是FANUC 0i C系统的串行主轴信号,串行主轴即伺服主轴。将CNC上的JA7 A与主轴模块上的JA7 B连接起来,主轴模块上的JA7 A可以连接到下-个主轴模块的JA7 B上,FANUC串行主轴最多可以接两个,其连接关系见图2-1-4。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • (六)伺服轴的连接 • COP10A接口为伺服接口,CNC中的伺服接口卜通过FANUC串行伺服总线( FANUC Serial Servo Bus, FSSB)光纤连接至伺服驱动器(SVM) 。 FSSB是-种串行连接总线,通过COP10A接口连接至COP10B接口,其连接关系见图2-1-4。 • (七)RS-232-C串口连接 • FANUC系统有两个串行接口JD36A, JD36B,串行接口主要用于与外部设备相连(如计算机、纸带阅读机等),将加工程序、参数等数据通过外部设备输入到系统中或从系统中输出给外部设备。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • 四、相关理论知识 • (一)FANUC 0i数控系统简介 • FANUC数控系统功能完善,品种齐全,稳定可靠,性价比高,在市场的占有率远远超过其他数控系统。从20世纪70年代以来FANUC公司推出了多个产品系列。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • FANUC 0i系列是非常适合国内机床行业使用的系统系列,其中0i-C系列具有车床、铣床、磨床和冲床功能,可以对4个坐标轴进行控制,系统软件除了个别的功能外,还采用了功能包化,涵盖了常用的大部分功能,系统硬件采用了最新的电子设计技术,系统和显示器一体化的结构,其连接和操作与FS16i/18i/21i基本相同。其集成度较FANUC 0系统的集成度更高,因此0i控制单元体积更小,便于安装排布。而其简化版本0i-M ale系列更适合于小型的数控机床,具有更好的性价比,控制轴为3轴(铣床),2轴(车床),功能和规格略少于0i系列。 上一页 下一页 返回
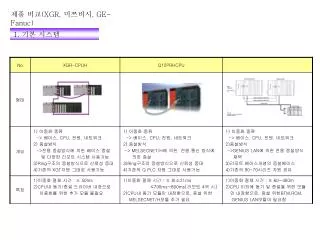
模块一 FANUC 0i数控系统的连接 • 2. FANUC 0i MC系统的基本结构 • 主模块由主板、CPU卡、显示卡、伺服轴控制卡、FROM & SRAM存储卡(在伺服控制卡下面)、模拟量主轴控制卡(在显示卡下边)和电源单元等组成,如图2-1-8所示。 • 伺服控制卡通过FSSB实现伺服单元的控制;显示卡用于显示系统文字、图形;CPU卡通过总线与各模块通信,实现CNC的控制;电源单元为系统提供各种直流电源,电源单元的输入为直流24V;FROM&SRAM模块中,FROM用来存储CNC、数字伺服、PMC、其他CNC功能用的系统软件和用户软件,SRAM用来存储系统参数、加工程序、各种补偿值等;模拟量主轴控制卡用于实现模拟量主轴控制(如通过变频器控制的主轴)。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • 3.扩展结构 • FANUC 0i C控制单元分带选择槽和不带选择槽两种,带选择槽的外部形状如图2-1-9所示。 • 控制单元有两个插槽可以扩展功能,主板上主要有CNC控制用CPU、电源回路、电池保护存储器、轴控制板、主轴串行接口、LCD显示控制、MDI接口、I/ 0 Link ,PMC控制板、存储卡接口、RS-232- C通信接口等;选择板主要有串行通信板、以太网板、PROFIBUS板、数据服务器板等,可根据需要进行配置。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • 五、拓展知识FANUC 0i D系统新功能 • (一)CNC功能软件上的新功能 • 在FANUC 0i C原有功能的基础上再加上以下功能。 • 1.纳米插补 • 当程序指令为1μm时,发送到伺服控制的位置指令以1nm进行运算,如图2-1-10所示。结合αi伺服可获得更加平滑的机械移动,更平滑的高精度加工表面。 • 2. PMC功能模块(FB)功能 • 利用LADDER 11把常用的PMC程序模块化,如图2-1-11所示可注册频繁调用已经注册的功能模块(FB),通过设定参数修改梯形图内部逻辑。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • 3. 2路径车床功能 • 提供用于2路径车床的丰富功能,如同步/混合控制(可在路径间的各轴之间互换移动指令)、路径间干涉检查(如果由于编程错误或是其他设定错误而使两个刀架互相干涉,在刀架接触之前使之停止)等,如图2-1-12所示。 • 4.嵌入式以太网 • 标准支持100 Mb/s嵌入式以太网,CNC可以与PC相连,传输NC程序和监视CNC状态。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • (二)优异的操作性 • 在FANUC 0i C的基础上,再添加以下操作特性。 • 1.动态切换语言显示 • 无需关断电源,只需简单操作即可切换到其他的语言显示,如图2-1-13所示,操作画面可支持18种语言显示(新增加了丹麦语)。 • 2.防止误操作 • 自动检查数据的有效范围,在更新、删除数据时需要确认操作,在程序启动时需要确认操作.如图2-1-14所示。 • 3.8级数据保护 • CNC的数据按操作人员的级别分别保护(操作者、最终用户的管理者、机床制造商MTB等),在专门的画面中设定CNC数据的保护级别,使用存储器保护键信号或密码解除保护,如图2-1-15所示。 上一页 下一页 返回
模块一 FANUC 0i数控系统的连接 • (三)个性化功能 • 1.C语言执行器 • 提供大量CNC和PMC用的函数,通过执行C语言程序,可显示机床制造商自己的操作画面,并监视机床的运行状态,如图2-1-16所示。 • 2. FANUC PICTURE • 可以在PC上简单、快捷地创建机床操作画面,使用带触摸屏的机床操作画减小了机床操作面板的尺寸,画面数据可通过存储卡存储到CNC的FROM中,如图2-1-17。 • 3.快捷宏指令调用 • 只需简单的梯形图程序即可完成宏程序的调用和执行,如刀具测量和刀具交换等宏程序,最多可调用和执行16个宏程序,如图2-1-18所示。 上一页 返回
模块二 FANUC α i伺服模块的使用 • 一、学习目栋 • 终极目标:掌握FANUC αi系列驱动系统的使用。 • 促成目标: • (1)了解FANUC αi系列驱动系统的接口。 • (2)掌握FANUC αi系列驱动系统的接线。 • (3)掌握FANUC αi系列驱动系统的故障排除方法。 • 二、工作任务 • 掌握FANUC αi系列伺服系统的使用。 • 三、相关实践知识 • FANUC αi系列驱动系统由电源模块、主轴驱动模块与主轴电机、伺服进给驱动模块与伺服电机组成。 下一页 返回
模块二 FANUC α i伺服模块的使用 • (一)FANUC由系列驱动系统的接口 • 1.电源模块PSM接口 • 如图2-2-1所示,FANUC 0i电源模块各指示灯及接口信号如下。 • (1) "TB1",即直流电源输出端。与主轴模块和伺服模块的直流输入端相连,为其提供直流电源(300V DC) 。 • (2) "STATUS"(状态)LED指示灯。用于表示电源模块所处的状态。出现异常时,显示相关的报警代码。 • (3)直流回路连接充电状态LE D。在该指示灯完全熄灭后,方可对模块电缆进行各种操作,否则有触电危险。 • (4) "CXIA, CX1B" 。 CXIA为200V AC输入接口;CX1B为200V AC输出接口。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (5) "CXA2A”为24V DC电源、* ESP急停信号、XMIF报警信息输入接口,与前一个模块的CXA2B相连。 • (6) "JX1B",即模块连接接口,作通信用。 • (7) "CX3" MCC接口。该接口连接主接触器的触点,用于控制输入电源模块的三相交流电源的通断。 • (8) "CX4" * E”信号接口。该接口用于连接机床的急停信号。 • (9) "L1, L2, L3”三相交流电源输入端,三相200 V 。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • 2.主轴模块SPM接口如图2-2-2所示,FANUC 0i主轴模块各指示灯及接口信号如下。 • (1) "TBI”直流电源输入端。与电源模块、伺服模块的直流输入端相连。 • (2) "STATUS"(状态)LED指示灯。用于表示主轴模块所处的状态。出现异常时,显示相关的报警代码。 • (3) "CXA2A”为24V DC电源、* ESP急停信号、XMIF报警信息输入接口,与前一个模块的CX2B相连。 • (4) "CXA2B”为24V DC电源、* ESP急停信号、XMIF报警信息输出接口,与后一个模块的CX2A相连。 • (5) "JX4",即主轴伺服状态检查接口。该接口用于连接主轴模块状态检查电路板,可获得内部信号的状态(脉冲发生器和位置编码器的信号)。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (6) "JYl",即主轴负载功率表和主轴转速表的连接接口。 • (7)“JA7A”,通信串行输出接口。该接口与下一个主轴(如果有的活)的JA7 B接口相连。 • (8)"JA7B”,通信串行输入接口。该接口与控制单元的JA7A (SPDL)接口相连。 • (9)" JYA2”,连接主轴电动机速度传感器(主轴电机内装脉冲发生器和电机过热信号)。 • (10)“JYA3”, 位置编码器和高分辨率位置编码器接口。 • (11)“JYA4”,磁感应开关和外部单独旋转信号接口,作为主轴位置一转信号接口。 • (12) “U、V、W”三相交流变频电源输出端,与主轴伺服电机连接。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • 3.伺服模块SVM接口 • FANUC αi系列伺服是一种高速、高精度、高效率的智能化伺服系统,它可促进机床的高速、高精度和紧凑设计。图2-2-3是该伺服驱动模块的接口框图,图中接口的作用如下: • (1)"TB1”连接电源模块的直流母线(300V DC)。 • (2) "BATTERY”为伺服电动机绝对编码器的电池盒(6V DC) 。 • (3) "STATUS”为伺服模块状态指示窗口。 • (4) "CXSX”为绝对编码器电池的接口。 • (5) "CXA2A”为24V DC电源、*E”急停信号、XMIF报警信息输入接口,与前一个模块的CX2B相连。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (6) "CXA2B”为24V DC电源、* ESP急停信号、XMIF报警信息输出接口,与后一个模块的CX2A相连。 • (7 ) " COP10A" FANUC串行伺服总线(FSSB输出接口,与下一个伺服单元的COP10B连接(光缆)。 • (8) "COP10B" FANUC串行伺服总线(FSSB )输入接口,与CNC系统的COP10A连接(光缆)。 • (9) "JX5”为伺服检测板信号接口。 • (l0) " JF1, JF2”为伺服电动机编码器信号接口。 • (11) CZ2L, CZ2M:为伺服电动机动力线连接插口。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (二)FANUC由系列驱动系统的连接 • 图2-2-4所示为FANUC αi系列伺服模块的连接电气原理,包括电源模块、主轴放大器模块和伺服放大器模块之间的连接,以及与CNC等外部设备的连接。 • FANUC电源模块采用三相200 V供电,经断路器1后分3个支路给伺服驱动系统供电。支路1为控制回路供电两相电源,经断路器2连接至电源模块CX1A接口;支路2为动力电源三相电源,经主接触器MCC和电抗器连接至电源模块L1 , L2 , L3电源输入接口;支路3经断路器3后连接至主轴风扇电机,系统上电后主轴风扇便开始工作。电源模块上CX4接口为急停按钮输入,急停按钮常采用常闭连接,其连接见图2-2-5。 CX3为主接触器控制接口,当电源模块自检正常后,内部继电器常开触点闭合,主接触器线圈得电,电源模块动力电上电,其连接如图2-2-6所示。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • 在连接图的所有模块最上方TB1为直流母线连接,CXA2A为24V DC电源、* ESP急停信号、XMIF报警信息输入接口,模块间CXA2A与CXA2B互相连接。 • 主轴模块上JA7 B与CNC的JA7 A相连接。FANUC可以串行连接两个主轴模块,连接时第一主轴模块上的JA7 A再连接至第二主轴模块上的JA7 B,连接如图2-2-7所示。主轴模块上的“JYA2”接口为主轴电动机速度传感器和电机过热信号接口。“JYA3”为位置编码器和高分辨率位置编码器接口;" JYA4"磁感应开关和外部单独旋转信号接口,作为主轴位置一转信号接口。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • CNC与伺服模块通过光缆串行连接取代了。伺服模块电缆的连接,不仅保证了信号传输的速度,而且增强了抗干扰能力,保证了传输的可靠性。伺服模块之间也通过光缆串行连接,连接的规则为从COP10A连接至COP10B,而且全闭环连接用的分离型检测器也通过该接口扩展,见图2-1-4。 • 伺服电机如果采用绝对式编码器,需要将6V DC电池连接至CXSX接口,编码器反馈连接至JF1(第1电机编码器反馈)或JF2(第2电机编码器反馈)。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (三)FANUC由系列模块的故障诊断 • 1.电源模块报警信息 • 电源模块的报警信息及产生的故障原因如表2-2-1所示。 • 2.主轴模块报警信息 • 数控机床的主轴出现故障时,主轴模块的ALM (红色)灯亮且LED两位数码管用来显示相应的报警代码。表2-2-2所示为FANUC αi系列主轴模块报警代码及故障原因分析。 • 3. FANUC αi系列伺服模块的报警 • FANUC αi系列伺服模块报警代码见表2-2-3。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • 四、相关理论知识 • FANUC伺服装置按主电路的电源输入是交流还是直流可分为伺服单元( Servo Unit, SVU)和伺服模块(Servo Module, SVM)两种。伺服单元的输入电源通常是三相交流电(200V AC, 50Hz),电动机的再生能量通过伺服单元的再生放电制动电阻消耗掉。FANUC系统的伺服单元有α系列、β系列和βi系列。FANUC系统的伺服模块有。系列和αi系列。伺服模块的输入电源为直流电源(通常为300V DC),电动机的再生能量通过系统电源模块反馈到电网,一般主轴驱动装置为串行数字控制装置时,进给轴驱动装置采用伺服模块。 • FANUC αi系列驱动系统由电源模块、主轴驱动模块与主轴电机、伺服进给驱动模块与伺服电机组成。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (一)电源模块 • 电源模块将L1, L2 , L3输入的三相交流电(一般为200V)整流、滤波成直流电(300V DC),为主轴模块和伺服模块提供直流电源;将2008, 2005控制端输入的交流电转换成直流电(24V DC, 5V DC),为电源模块本身提供控制回路电源;通过电源模块的逆变块把电动机再生能量反馈到电网,实现回馈制动,如图2-2-8所示。 • 新型的电源模块已经把主电路中的整流块和逆变块及保护、监控电路等做成一体的智能模块(IPM,且主电路的滤波电解电容安装在各驱动模块中。 • 电源模块主要是将三相交流电转换成直流电,为主轴模块和伺服模块提供(直流)电源。而主轴模块和伺服模块在运动控制指令下,经由IGBT模块组成的三相逆变回路输出三相变频交流电,控制主轴电动机和伺服电机进行精确的定位运动。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • FANUC αi系列电源模块主要分为PSM , PSMR , PSM-HV , PSMV HV 4种,输入电压分别为交流200 V和交流400 V两种。 • 电源模块的型号构成如下: • PSM——电源模块。 • ——制动形式,无表示再生制动;“R”表示能耗制动。 • ——输出功率。 • ——输入电压,无表示200V;“HV”表示400V. • ——是否是i系列。 • 如PSM-15i, PSM-55PSMR-5. 5、PSM-75 HVi。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (二)伺服模块 • 伺服模块接收控制单元发出的进给速度和位移指令信号,经伺服模块转换放大后,驱动伺服电机,使机床实现精确的工作进给和快速移动。 • FANUC αi系列伺服模块主要分为SVM , SVM- HV两种。前者最多可带3个伺服轴,后者最多可带2个伺服轴。 • 伺服模块的型号构成如下: • ——何服模块。 • ——第1轴最大电流。 • ——第2轴最大电流。 • ——第3轴最大电流。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • ——输入电压,无表示200V,“HV”表示400V。 • 与αi系列伺服模块不同的是,αi系列伺服模块的伺服信息通过FANUC串行伺服总线FSSB(光纤)传输,而不是通过传统的串行信号电缆线传输。FANUC16i/18i/21i/0iB/0iC系统一般采用αi系列伺服模块进行伺服轴的驱动。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (三)主轴模块 • 主轴模块用于控制驱动主轴电动机。FANUC的α系列伺服模块主要分为SPM , SPMC,SPM-HV三种。 • 主轴模块的型号构成如下: • SPM——主轴模块。 • ——电动机类型,无表示α系列;“C”表示αC系列。 • ——额定输出功率。 • ——输入电压,无表示200V,“HV”表示400V。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (四)急停信号与超程链 • 急停信号可使机床进入紧急停止状态,需将急停信号输入至CNC控制器、伺服放大器及主轴放大器。急停信号一般采用常闭连接,当急停信号(* ESP)触点闭合时,CNC控制器进入急停释放状态,伺服和主轴电机处于可控制及运行状态;当急停信号(* ESP)触点断开时,CNC控制器复位并进入急停状态,伺服和主轴电机减速直至停止。 • 当急停信号(* ESP)触点断开时,在关断主轴电机电源之前,必须确认主轴电机已减速至停止,否则当主轴电机正在运转时,直接关断电机动力电源,主轴电机由于惯性会继续转动,这是十分危险的。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • FANUC控制放大器αi系列产品是基于以上安全需求考虑而设计的。急停信号输入到电源模块(PSM ) 。 PSM输出电机动力电源的MCC控制信号,用来控制加于电源模块的电源的ON/OFF,如图2-2-5和图2-2-6所示。 • CNC控制器通过软件限位功能来检测超程。通常情况下,不需要有硬件限位开关来检测超程,然而,如果由于伺服反馈故障致使机床超出软件限位时,则需要有一个行程限位开关与急停信号相连,使机床停止。图2-2-9举例说明当使用CNC控制器及αi系列控制放大器时急停信号的连接。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • 五、扩展知识 • βi系列伺服单元是FANUC公司推出的最新的可靠性高、性能价格比高的进给伺服驱动装置,如图2-2-10所示。一般用于小型数控机床的进给轴的伺服驱动,例如在配置FANUC 0i Made TC或MC伺服系统的经济型机床中作为进给轴的伺服驱动,以及在大型加工中心数控机床的附加伺服轴的驱动,如加工中心中作为刀库的旋转、机械手的转臂控制、回转工作台控制等。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (一)βi系列伺服单元的端子功能及连接 • L1 , L2 , L3:主电源输入端接口,三相交流电源200 V, 50/60 Hz。 • U, V,W:伺服电动机的动力线接口。 • DLL, DCP:外接DC制动电阻接口。 • C X29:主电源MCC控制信号接口。 • CX30:急停信号(* ESP)接口。 • CXA20:DC制动电阻过热信号接口。 • CXA19A :24V DC控制电路电源输入接口。连接外部24 V稳压电源。 • CXA19B:24V DC控制电路电源输出接口。连接下一个伺服单元的CXA19A。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • COP10A:伺服串行伺服总线(FSSB)接口。与下一个伺服单元的COP10B连接(光缆)。 • COP10B:伺服串行伺服总线(FSSB)接口。与CNC系统的COP10A连接(光缆)。 • JXS:伺服检测板信号接口。 • JF1:伺服电动机内装编码器信号接口。 • CXSX:伺服电动机编码器为绝对编码器的电池接口。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (二)βi系列伺服单元的连接 • FANUC 0i Made TC系统的数控车床与团伺服单元的连接如图2-2-11所示,TC1为三相伺服变压器,将输入的动力电源380 V经过转换成200 V后分别连接到X轴、Z轴伺服单元的L1 , L2 , L3端子,作为伺服单元的主电路的输入电源。外部24 V直流稳压电源连接到X轴伺服单元的CXA19A, X轴伺服单元的CXA19B连接到Z轴伺服单元的CXA19A,作为伺服单元的控制电路的输入电源。伺服单元的DLL和DCP分别连接到X轴、Z轴的外接制动电阻,CX20A连接到相应的制动电阻的热敏开关,JF1连接到相应的伺服电动机内装编码器的接口上,作为X轴、Z轴的速度和位置反馈信号控制。FANUC 0i Ma-te TC系统CNC通过FSSB光纤将系统COP10A连接到X轴伺服驱动单元的COP10B, X轴伺服单元的COP10A连接到Z轴伺服单元的COP10B,用于CNC与伺服单元的通信。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • (三)βi系列伺服单元的报警 • βi系列伺服单元上没有类似于。系列上的LE D显示器,因此伺服单元不显示报警内容,如有报警,伺服单元通过高速串行总线传送至CNC , CNC会显示报警号为“4xx”的报警。 • (四)βi SVPM伺服放大器 • βi系列SVPM的伺服放大器,是带主轴放大器的一体型放大器,可以驱动3个进给轴,其连接如图2-2-12所示。图中连接接口功能与βi伺服模块作用相同。 • 电源连接分为控制电源和动力电源两种,24V DC控制电源接在CXA2C接口,三相200V AC动力电接入TB1。绝对式编码器电池接口连接至CXSX。 • CNC与SVPM通过FSSB光纤连接,CNC端接口为COP10A, SVPM上接口为COP10B。 上一页 下一页 返回
模块二 FANUC α i伺服模块的使用 • 3个(或两个)伺服电机的动力线放大器端的插头盒是有区别的,CZ2L(第一轴)、CZ2M(第二轴)、CZ2N(第三轴)分别对应为XX , XY,”,一般FANUC公司提供的动力线,都是将插头盒单独放置,用户自己根据实际情况装入,所以在装入时要注意一一对应。电机所对编码器反馈接口分别对应JF1, JF2和JF3。 • 串行主轴控制与CNC通过JA7 B接口连接,JA7 A接口,可以接第二主轴。JYA2接速度反馈,JYA3接编码器反馈。第1主轴电机连接至TB2。 上一页 返回
模块三 变频主轴的使用 • 一、学习目标 • 终极目标:掌握变频器的使用。 • 促成目标: • (1)了解变频器的接线端子。 • (2)掌握变频器的连接。 • (3)掌握变频器的故障排除方法。 • 二、工作任务 • 掌握SIEMENS MM420变频器的使用。 下一页 返回
模块三 变频主轴的使用 • 三、相关实践知识 • (一)SIEMENS MM420变频器的接线端子 • 1.强电端子的连接图2-3-1所示的是MM420变频器强电接线端子连接。 • MM420 ( MICROMASTER 420)变频器电源输入端可以输入三相380-480V AC或单相200 ~220V AC。三相电源的输入端子为L1 , L2 , L3,单相电源输入的端子为L (L1) , N (L2)。电动机连接的端子为U, V,。可以按三角形连接,也可以按星形连接。 上一页 下一页 返回
模块三 变频主轴的使用 • MM420 ( MICROMASTER 420)变频器电源输入端可以输入三相380-480V AC或单相200 ~220V AC。三相电源的输入端子为L1 , L2 , L3,单相电源输入的端子为L (L1) , N (L2)。电动机连接的端子为U, V。可以按三角形连接,也可以按星形连接。 • 当电机功率太大时,需采用外接制动电阻进行制动,外接制动电阻可接在DC+和DC-端。可实现按线性方式平滑和可控地降低电动机的速度。 • 接线的过程中须注意以下事项:即使变频器不处于运行状态,其电源输入线直流回路端子和电动机端子上仍然可能带有危险电压,因此断开开关以后还必须等待5 min保证变频器放电完毕再开始安装工作。 上一页 下一页 返回
模块三 变频主轴的使用 • 2.控制端子功能 • 图2-3-2所示为MM420变频器的控制接线端子示意图,端子按功能可分为以下几种。 • 1)模拟量输入端子 • 模拟量输入端子由变频器提供的l0V电压输出端子1和2和模拟输入端子3, 4组成。在构成模拟量输入时,端子1和2可作为模拟量的电源提供者。而模拟输入3,4可以接受。-10 V, 0-20 mA和-10-10 V的模拟量给定输入,当参数P1000 = 2 ,则该端的模拟量输入决定变频器的输出频率,决定电动机的设定转速。 上一页 下一页 返回
模块三 变频主轴的使用 • 2)开关量输入端子 • 当采用状态显示板时,变频器的各参数不能修改,为默认设置状态,与开关量有关的几个参数设置值为:P0701 = 1 ; P0702 =12 ; P0703 = 9 ; P0704 , P0705 ,P0706 = 15 ; P0707 , P0708 = 0。此时可以由开关量输入端子的状态控制电机的启动、停止和正转、反转控制。 • 当端子5 ( DIN1)为高电平状态时,电动机启动;为低电平状态时,电动机停止。 • 当端子6 ( DIN2)为高电平状态时,电动机反转;为低电平状态时,电动机正转。 • 当端子7 ( DINS)为高电平状态时,故障复位。 • 端子8为变频器提供的24 V电源输出,可作为开关量接入端口的电源。 上一页 下一页 返回
模块三 变频主轴的使用 • 3)继电器输出端子 • 继电器输出由端子10 ( RL1B)和11 ( RLlC)组成,端子为常开连接,可通过参数来设定其功能。 • 4)模拟量输出端子 • 模拟量输出端子由两组端子12 , 13组成,可由参数P0771指定其反馈实际设定频率、实际输出频率、实际输出电压、实际直流回路电压和实际输出电流等内容。 • 5)通信端子 • 端子14 , 15为RS-485串行通信接入端口,通信协议由相关参数设定,可实现和外部设备的信息交换。 上一页 下一页 返回
模块三 变频主轴的使用 • (二)SIEMENS MM420变频器的连接 • 图2-3-3所示为MM420变频器作为数控机床主轴驱动的连接。 • 变频器速度控制输入端子3, 4接CNC模拟主轴输出端,如在FANUC系统中连接JA40接口,802 D系统中连接至611 Ue驱动器上模拟输出端。 • 变频器方向控制通过PLC控制输出继电器接通5, 8(正转)或6, 8(反转)来实现。 • 主电路中,变频器电源通过Q F4断路器和KM2接触器后连接至端子L1 ,L2、L3。 • 主轴电机连接至端子U, V, W。 上一页 下一页 返回
模块三 变频主轴的使用 • (三)变频器参数的设定 • 在使用基本操作面板(BOP)时,可按照下列步骤更改参数的数值: • (1)按参数访问键,则出现访问参数菜单“r000" 。 • (2)按数值增加键,直到显示出所需修改参数P××××。 • (3)按参数访问键,显示当前的设定值。 • (4)按数值增加键或数值减少键,修改当前值至所需要的数值。 • (5)按参数访问键,确认和存储这一数值。 • (6)再按数值增加键,重复步骤(2)~(5),将要修改的参数值全部设定。 • (7)按多功能键Fn,切换至“r000" 。 • (8)按参数访问键,返回标准的变频器显示(默认为输入频率值)。 上一页 下一页 返回