Download
1 / 1
10 likes | 270 Views
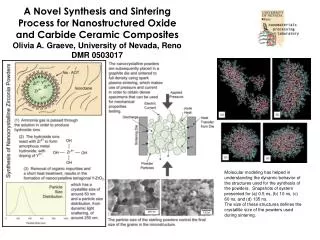
Materials and Austceram 2007 July 4 - 6, 2007, Sydney , Australia. SYNTHESIS OF 3BaO-2MgO-2Nb 2 O 5 MICROWAVE DIELECTRIC CERAMICS BY A REACTION-SINTERING PROCESS. Yi-Cheng Liou*, Wei-Ting Li Department of Electronics Engineering, Kun Shan University, Tainan Hsien 71003, Taiwan, R.O.C.

E N D
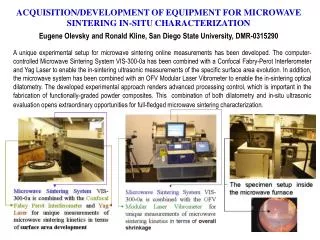
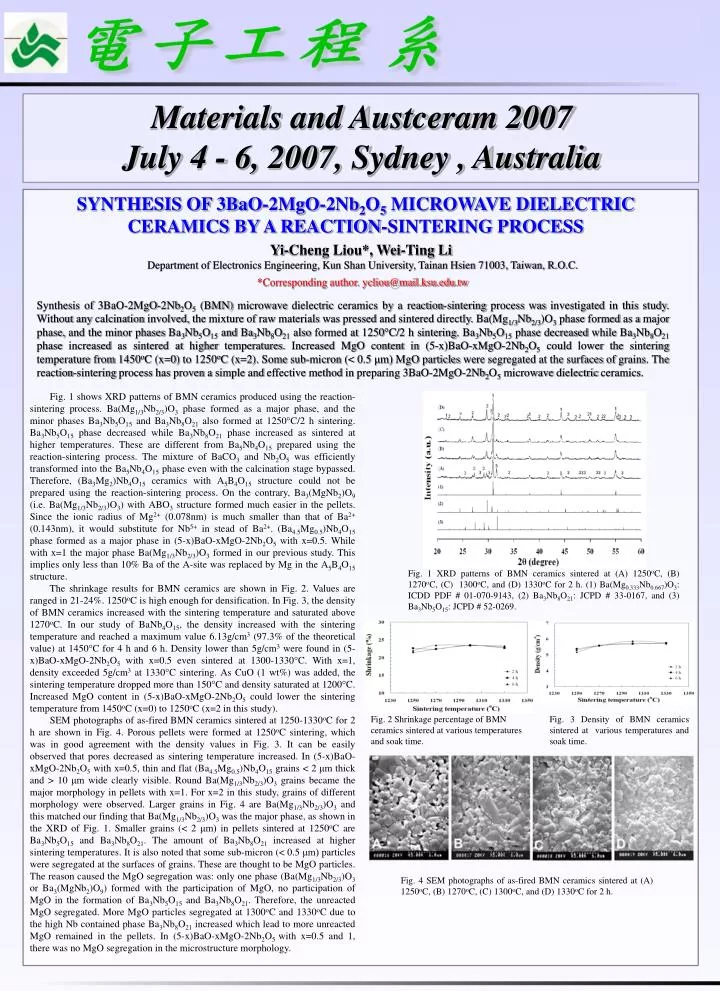
Materials and Austceram 2007 July 4 - 6, 2007, Sydney , Australia SYNTHESIS OF 3BaO-2MgO-2Nb2O5 MICROWAVE DIELECTRIC CERAMICS BY A REACTION-SINTERING PROCESS Yi-Cheng Liou*, Wei-Ting Li Department of Electronics Engineering, Kun Shan University, Tainan Hsien 71003, Taiwan, R.O.C. *Corresponding author. ycliou@mail.ksu.edu.tw Synthesis of 3BaO-2MgO-2Nb2O5 (BMN) microwave dielectric ceramics by a reaction-sintering process was investigated in this study. Without any calcination involved, the mixture of raw materials was pressed and sintered directly. Ba(Mg1/3Nb2/3)O3 phase formed as a major phase, and the minor phases Ba3Nb5O15 and Ba3Nb8O21 also formed at 1250C/2 h sintering. Ba3Nb5O15 phase decreased while Ba3Nb8O21 phase increased as sintered at higher temperatures. Increased MgO content in (5-x)BaO-xMgO-2Nb2O5 could lower the sintering temperature from 1450oC (x=0) to 1250oC (x=2). Some sub-micron (< 0.5 μm) MgO particles were segregated at the surfaces of grains. The reaction-sintering process has proven a simple and effective method in preparing 3BaO-2MgO-2Nb2O5 microwave dielectric ceramics. Fig. 1 shows XRD patterns of BMN ceramics produced using the reaction-sintering process. Ba(Mg1/3Nb2/3)O3 phase formed as a major phase, and the minor phases Ba3Nb5O15 and Ba3Nb8O21 also formed at 1250C/2 h sintering. Ba3Nb5O15 phase decreased while Ba3Nb8O21 phase increased as sintered at higher temperatures. These are different from Ba5Nb4O15 prepared using the reaction-sintering process. The mixture of BaCO3 and Nb2O5 was efficiently transformed into the Ba5Nb4O15 phase even with the calcination stage bypassed. Therefore, (Ba3Mg2)Nb4O15 ceramics with A5B4O15 structure could not be prepared using the reaction-sintering process. On the contrary, Ba3(MgNb2)O9 (i.e. Ba(Mg1/3Nb2/3)O3) with ABO3 structure formed much easier in the pellets. Since the ionic radius of Mg2+ (0.078nm) is much smaller than that of Ba2+ (0.143nm), it would substitute for Nb5+ in stead of Ba2+. (Ba4.5Mg0.5)Nb4O15 phase formed as a major phase in (5-x)BaO-xMgO-2Nb2O5 with x=0.5. While with x=1 the major phase Ba(Mg1/3Nb2/3)O3 formed in our previous study. This implies only less than 10% Ba of the A-site was replaced by Mg in the A5B4O15 structure. The shrinkage results for BMN ceramics are shown in Fig. 2. Values are ranged in 21-24%. 1250oC is high enough for densification. In Fig. 3, the density of BMN ceramics increased with the sintering temperature and saturated above 1270oC. In our study of BaNb4O15, the density increased with the sintering temperature and reached a maximum value 6.13g/cm3 (97.3% of the theoretical value) at 1450C for 4 h and 6 h. Density lower than 5g/cm3 were found in (5-x)BaO-xMgO-2Nb2O5 with x=0.5 even sintered at 1300-1330C. With x=1, density exceeded 5g/cm3 at 1330C sintering. As CuO (1 wt%) was added, the sintering temperature dropped more than 150C and density saturated at 1200C. Increased MgO content in (5-x)BaO-xMgO-2Nb2O5 could lower the sintering temperature from 1450oC (x=0) to 1250oC (x=2 in this study). SEM photographs of as-fired BMN ceramics sintered at 1250-1330oC for 2 h are shown in Fig. 4. Porous pellets were formed at 1250oC sintering, which was in good agreement with the density values in Fig. 3. It can be easily observed that pores decreased as sintering temperature increased. In (5-x)BaO-xMgO-2Nb2O5 with x=0.5, thin and flat (Ba4.5Mg0.5)Nb4O15 grains < 2 μm thick and > 10 μm wide clearly visible. Round Ba(Mg1/3Nb2/3)O3 grains became the major morphology in pellets with x=1. For x=2 in this study, grains of different morphology were observed. Larger grains in Fig. 4 are Ba(Mg1/3Nb2/3)O3 and this matched our finding that Ba(Mg1/3Nb2/3)O3 was the major phase, as shown in the XRD of Fig. 1. Smaller grains (< 2 μm) in pellets sintered at 1250oC are Ba3Nb5O15 and Ba3Nb8O21. The amount of Ba3Nb8O21 increased at higher sintering temperatures. It is also noted that some sub-micron (< 0.5 μm) particles were segregated at the surfaces of grains. These are thought to be MgO particles. The reason caused the MgO segregation was: only one phase (Ba(Mg1/3Nb2/3)O3 or Ba3(MgNb2)O9) formed with the participation of MgO, no participation of MgO in the formation of Ba3Nb5O15 and Ba3Nb8O21. Therefore, the unreacted MgO segregated. More MgO particles segregated at 1300oC and 1330oC due to the high Nb contained phase Ba3Nb8O21 increased which lead to more unreacted MgO remained in the pellets. In (5-x)BaO-xMgO-2Nb2O5 with x=0.5 and 1, there was no MgO segregation in the microstructure morphology. Fig. 1 XRD patterns of BMN ceramics sintered at (A) 1250oC, (B) 1270oC, (C) 1300oC, and (D) 1330oC for 2 h. (1) Ba(Mg0.333Nb0.667)O3: ICDD PDF # 01-070-9143, (2) Ba3Nb8O21: JCPD # 33-0167, and (3) Ba3Nb5O15: JCPD # 52-0269. Fig. 2 Shrinkage percentage of BMN ceramics sintered at various temperatures and soak time. Fig. 3 Density of BMN ceramics sintered at various temperatures and soak time. Fig. 4 SEM photographs of as-fired BMN ceramics sintered at (A) 1250oC, (B) 1270oC, (C) 1300oC, and (D) 1330oC for 2 h.

![[Sintering]](https://cdn2.slideserve.com/3866196/sintering-dt.jpg)