Download
1 / 24
250 likes | 346 Views
Effective Boiler Utilization. Why go to all the trouble ?. Steam is an easy method for transferring heat energy from a heat source to a heat load. Addition of heat and moisture into the material improves processing. Goal is to produce a gelatinized material with improved feed value.

E N D
Why go to all the trouble ? • Steam is an easy method for transferring heat energy from a heat source to a heat load. • Addition of heat and moisture into the material improves processing. • Goal is to produce a gelatinized material with improved feed value.
Benchmark your cost of steam production. • Determine your annual fuel cost based on utility bills. • Install a steam flow meter or water flow meter in your facility and calculate your steam generation costs. • Compare your actual costs with the benchmark. • (Use a water flow meter on water feed into the boiler will also cover boiler blow down effects.)
You will need to know the following. Operating boiler pressure. Feedwater Temperature. Type of fuel used. Cost of fuel. Performing Benchmark Energy Required to Produce One Pound of Saturated Steam, Btu.
Benchmark Continued • Example Producing 100 psig steam, 101 Deg F feed water, and $7.50/MMBtu Natural gas. Steam Cost = ($7.50/MMBtu/106 Btu/MMBtu) * 1,000 lb * 1,119.1 Btu/lb/0.857 Steam Cost = $9.79/1,000 lb steam
Factors Effecting Steam Cost’s. • Feed Water Temperature. • Heat Transfer (Chemistry). • Burner Efficiency • Steam Application • Distribution System. • Steam Traps • Condensate Return • Insulation
Feed Water Temperature • Proper feed water temperature control can be a major factor when looking at improving steam system efficiencies. • Compare Benchmark calculation for 90 psig steam at 53 Deg vs 162 Deg F feed water. 54 Deg F = $10.21/1,000 lb of steam 162 Deg F = $9.26/1,000 lb of steam A difference of $0.95/1,000 lb of steam production
Feed Water Temperature • There are a several ways to increase the feed water temperature in the system. Two of the most common methods would be: • Direct Steam injection into the feed water make-up tank with thermostatically controlled valve. • Install Feedwater Economizer. • Proper condensate return and blowdown heat exchangers.
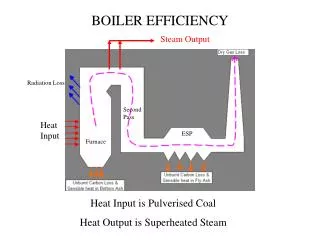
Direct Steam Injection. Steam injected directly into the feed water tank can be used as a heat source, but it is important to remember that this is also a heat load on the boiler and will not provide a high energy savings. Economizer Generally, boiler efficiency can be increased by 1% for every 40 Deg. F reduction in flue gas temperature. *Economizers have limits for both cold end corrosion and exhaust gas temperatures that must be observed. Feed Water Temperature
Heat Transfer • Proper Boiler Chemistry control is critical in efficient boiler operation as well as boiler safety. • 1/50th of an inch of hard scale buildup on boiler tubes can result in an increase in fuel usage of up to $20,000/ year. • Find a reliable boiler chemistry company and perform tests as required.
Burner Efficiency • The purpose of the burner is to mix molecules of fuel with molecules of air. A boiler will run only as well as the burner performs. Burners are designed to maximize combustion while minimizing the release of emissions. • An efficient natural gas burner requires only 2 to 3% excess oxygen, or 10 to 15% excess air.
Flue Gas Analyzers The percentage of oxygen in the flue gas can be measured by inexpensive gas absorbing test kits. More expensive analyzers are available that display % Oxygen, stack gas temp., and boiler efficiency. These are recommended for boilers with annual fuel costs over $50,000. Oxygen Trim Systems If fuel composition is highly variable or in cases where steam flows are highly variable, an online oxygen analyzer should be considered. The oxygen “Trim” system provides feedback to the burner controls to automatically minimize excess combustion air and maximize the fuel-to-air ration Burner Efficiency
Steam Application • Boiler systems in the feed industry have few similarities with industrial boiler systems. One of the main differences is with the condensate return system. Commercial boiler systems can return over 90% of the condensate while boiler systems in the feed industry typically return less than 5% condensate into the feed water system. • In short, almost all of the steam delivered into the distribution system is used or lost.
Steam Application • Performing the Benchmark test we learned that even the best situation will result in a given steam production cost. 60 psig - 198 deg F - $7.50/MMBtu = $8.89/1000 lb steam 100 psig – 198 deg F - $7.75/MMBtu = $8.95/1000 lb steam • By insuring that we are not over-steaming, we can achieve enough heat input to cook while minimizing the total steam contribution.
60 psig – 198 Deg F - $7.50/MMBtu $8.89/1,000 lb of steam Adding 6% moisture in the steam chest requires approx. 127 lbs of steam application. At $0.0089 per pound of steam that means that adding 6% moisture (127 lbs) will have a cost of $1.13 per ton. Compare this to adding only 3% moisture, 62 lbs, and a cost of $0.55 per ton. 100 psig – 198 Deg F - $7.50/MMBtu $8.95/1,000 lb of steam Adding 6% moisture in the steam chest requires approx. 127 lb of steam application. At $0.0090 per pound of steam, that means that adding 6% moisture (127 lbs) will have a cost of $1.14 per ton. Compared to $0.56 per ton for 3% The higher pressure also insures that enough heat will be added for cooking with the reduced stem addition Steam Application
Steam Flow Meters: There are a number of steam flow meters that can be installed in the distribution system to allow operators to monitor and adjust steam application within specified ranges to insure adequate cooking while minimizing the pounds applied. Steam Application There are a few options when looking at monitoring steam application. The object is to provide enough heat input for cooking while minimizing pounds added.
Distribution System • The steam distribution system includes everything from the boiler discharge valve out to the processing units and any condensate return system that may be in place. • The boiler blow down system, while not actually part of the distribution system may also offer some efficiency options and should be looked at.
Distribution System Steam Traps • Every distribution system should include steam traps. • Steam traps provide a means for removing water droplet and condensate from the header prior to utilizing the steam for heating. • While extremely important in turbine applications, they also are important in our process to insure the highest energy and best quality steam is being applied.
Steam loss from traps. Steam traps should be tested to insure they are not cold plugging or failing open allowing steam to escape directly into the CR line Four ways to test: Temp., Sound, Visual, Electronic Traps should be tested monthly to Quarterly. Steam Traps
Condensate Return • Returning hot condensate to the boiler makes sense for several reasons. • The more condensate that is returned, the less make-up water is required. • Chemicals and Chemical treatment costs. • Fuel savings with higher temperature make-up water. • Reduced boiler blowdown with return of high purity water.
Insulation • Un-insulated steam piping is a constant source of wasted energy. • Proper insulation can typically reduce energy losses by 90% and help insure proper steam pressure at processing equipment. • Any surface over 120 Deg. F should be insulated including boiler surfaces, steam piping and fittings, and CR lines.
Insulation • Proper insulation can provide a great deal of energy savings when properly selects and maintained. • Use insulating jackets for valves, flanges and traps. A 6-inch gate valve may have more than 6 sq. feet of surface area.
Conclusion • There are obviously a number of factors that effect boiler utilization and efficiency. • If you don’t know what your cost of steam production is, how can you improve it. • If your not monitoring your steam usage, it is impossible to tell if you are being efficient. • Use the various resources available to you for better steam and boiler utilization
Resources • www.eere.energy.gov/industry/bestpractices This site has a lot of information available and can be a great resource for improving efficiencies.