Download
1 / 18
780 likes | 2.19k Views
Soudage TIG. Les aciers inoxydables. Principes et courant. Principe. La chaleur provient d’un arc électrique jaillissant en atmosphère inerte entre une électrode de tungstène infusible et une pièces à souder. Courant continu.

E N D
Soudage TIG Les aciers inoxydables
Principes et courant Principe La chaleur provient d’un arc électrique jaillissant en atmosphèreinerte entre une électrode de tungstène infusible et une pièces à souder. Courant continu En polarité directe, les électrons jaillissent de l’électrode et bombardent localement la pièce qui prend alors une chaleur importante. Le cordon est étroit et profond. En polarité inversée, l’électrode est bombardée par les électrons qui viennent de la pièces. L’électrode de tungstène se détériore très vite en raison de la chaleur émise, le soudage est presque impossible.
Courant alternatif Pendant une période, la tension part de zéro, croît vers un maximum positif, décroît repasse par zéro, croît vers un maximum négatif, décroît à nouveau pour repasser par zéro…….. Cette période dure 1/50 de seconde Par les fréquences successives auxquelles l ’électrode est soumise, cette dernière est tour à tour positive et négative. De ce fait, seul le courant continu en polarité directe est utilisé pour souder les aciers inoxydables.
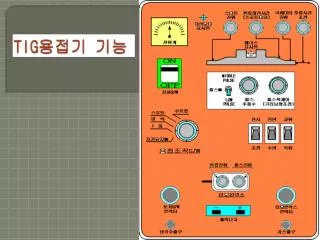
Les générateurs Une installation de soudage Tig comprend plusieurs équipements et accessoires : אUn générateur de courant continu ou alternatif א Un coffret de commande équipé d’un dispositif à HF (haute fréquence) qui permet l’amorçage à distance. א Une bouteille de gaz avec détendeur/débitmètre et boyaux d’alimentation אUn torche et son faisceau de raccordement Éventuellement un groupe réfrigérant .
Les générateurs sont des transformateurs-redresseurs, il en existe 3 types: - Générateurs à réglage mécanique - Générateurs à réglage électrique - Générateurs à réglage électronique Il convient de s’attarder sur cette dernière génération de générateurs qui offrent des outils de soudage particuliers: - Un courant de pré fusion réglable - Un pré gaz - Un évanouisseur réglable - Un post-gaz
Les torches de soudage Rôle de la torche La torche de soudage a trois fonctions: - Maintenir l’électrode de tungstène - Canaliser le gaz de protection - Assurer la continuité du courant pendant le soudage
Choix de la torche Le procédé TIG produit beaucoup de chaleur et suivant l’intensité utilisé et le métal de base à souder, la torche doit être refroidie. Les torches à refroidissement naturel Le refroidissement s’effectue par la circulation du gaz de protection. Il n’y a pas d’équipement en complément. Ces torches sont souvent utilisées quand l’intensité est faible (moins de 100 ampères) et/ou avec une faible périodicité d’utilisation. Les torches à refroidissement par eau Lorsque le courant de soudage est élevé et que la fréquence d’utilisation l’est également c’est un liquide qui vient refroidir la torche. Quand l’intensité se situe entre 150 A et 500 A, cela devient impératif sous risque de détériorer la torche.
Les buses Rôle des buses Elles canalisent le gaz de protection autour de l’électrode de façon à protéger cette dernière et répartit uniformément le gaz de protection autour du bain de fusion. Les buses sont toutes en matière isolante (pour éviter les amorçages) et réfractaires (pour résister à la chaleur). Elles sont soit en céramique, en alumine, en corindon, ou en pyrex.
Choix de la buse en fonction de l'intensité Pour effectuer un choix correcte de buse, on s’attardera à la nature des matériaux à souder ainsi qu’à la forme des joints. NB: Régler le débit de gaz en fonction du diamètre de la buse.
Les électrodes de soudage TIG Tungstène pur Couleur d’extrémité : verte Soudage en courant alternatif des alliages légers Tungstène thorié Couleur d’extrémité : rouge Soudage en courant continu des aciers et inox L’addition de thorium augmente l’émissivité, l’arc est plus stable, l’amorçage est facilité. De plus les électrodes supportent des intensités plus élevées et durent plus longtemps. Tungstène cérié Couleur d’extrémité: grise Soudage en continu des aciers et inox.
Affutage Le tungstène s’affûte en cône, sur une longueur de 1 à 2 fois le diamètre de l’électrode (60° à 30°). La pointe extrême doit être meulée pour supporter les fortes densités de courant. On peut parfois suivant l’emploi faire un petit méplat au bout du tungstène, ce qui augmente sa capacité émissive. Il est souhaitable d’utiliser une meule à grains fins réservée à cette usage même si les meules portatives restent souvent utilisées sur chantier. De plus, les stries doivent être suivant le sens longitudinal.
Les gaz inertes utilisées en TIG Argon (Ar) • C’est un gaz extrait de l’air qui en contient 0,94 %. L’argon a une très grande capacité ionisante, c’est a dire qu’il conduit facilement l ’électricité ce qui deux avantages majeurs : • Amorçage facile • Bonne stabilité de l’arc • C’est le gaz qui est le plus couramment employé pour des raisons économiques et parce qu’il se justifie d’un double emploi: en effet il permet le soudage et de plus l’inertage que ce soit sur les aciers au carbone et/ou les aciers inoxydables.
L’Hélium (He) C’est un gaz rare, il existe en faible teneur dans certains gisements de gaz naturel. A l’inverse de l’Argon, il n’a qu’un faible pouvoir ionisant, ce qui élève la tension d’arc donc l’énergie de soudage. La vitesse de soudage est donc accrue parallèlement aux épaisseurs à souder qui croissent elles-aussi. Son emploi reste cependant limité pour des raisons économiques pour le soudage des aciers inoxydables.
L’Azote (N) C’est aussi un gaz extrait de l’air qui en contient 78 %. Il est inerte dans des conditions normales de température et de pression. Son utilisation en soudage n’est qu’un rôle de protection à l’envers de la soudure, l’inertage. Ainsi les aciers inoxydables doivent être inerté pour éviter le rochages (chambrage). Quand l’inertage n’est pas possible,deux soudeurs sont requis, un pour souder, l’autre avec un traînard (appareil à paroi qui diffuse le gaz inerte de l’autre coté de la soudure) ou alors avec un torche de soudage sans souder.
Principes prè-opératoires Tenue de torche Maintenir un longueur d’arc de 2 à 3 mm la plus constante possible. Toutefois suivant le type de joint, l’arc peut être légèrement décollé pour donner du volume au bain de fusion ( Corniche par exemple). Amorcage et finition L’amorçage à distance de l’arc est permis par la haute fréquence (HF). Cette dernière évite toute contamination de l’électrode mais parfois des appareils électriques peuvent nuire à son bon fonctionnement ( meules portatives par exemples). Sur certains postes à souder non équipés de la HF, l’amorçage se fait au gratté, c’est à dire en grattant légèrement l’électrode sur le métal de base. Pour la finition régler le post gaz de manière à protéger le bain de fusion et éviter les retassures. Si le tungstène ne noircit pas quand la soudure est terminé, le post-gaz est bien régler. Toutefois sur certains postes la commandes post-gaz n’existe pas, dans ce cas il est nécessaires de donner rapidement trois coup de torches répétés.
Techniques de soudage " La main levée " Toujours d’actualité, cette technique de soudage consiste à ne pas poser la buse sur le support à souder. Le soudeur s’aide donc d’un doigt posée pour garder un homogénéité dans le soudage. Le « goutte à goutte » permet avec la technique de la main levée de garder un bain de fusions sans turbulences, clair et limpide.Toutefois, on peut souder avec le métal d’apport dans le bain de fusion sans le retirer. " La godille " Encensée par les uns, décriée par les autres , cette technique présente des aspects particuliers. Elle consiste en un mouvement de boucles (huit horizontal) qui assure une parfaite structure à la soudure et à la passe de pénétration. Cependant, il est parfois réalisable suivant la position de soudage (Corniche par exemple).
Pointage • Plusieurs techniques sont utilisées en fonction du type de joint : • les points pénétrants : ils sont espacés environ 20 fois l’épaisseur de la tôle et doivent avoir une longueur de 5 à 40 mm selon l’épaisseur de la tôle et l’importance de la pièce. D’une manière plus générale, il s’agit de les répartir sur une surface proportionnelle au joint. Dans le cadre d’un assemblage en tuyauterie, l’habitude veut que l’on fasse quatre point mais si le soudage commence de suite après le pointage, le soudeur exécute le début de la soudure à la place du 4éme point qui, dès lors, n’est pas nécessaire. Toutefois, veiller à ce que les points ne soient pas un obstacle au soudage, ainsi avant le soudage il convient de les préparer en biseau.On s’assurera que la pièce est inertée de façon à ne pas oxyder le métal sinon effectuer des points « flash ». • Les ponts de métal : ils seront supprimés en cours de soudage et sont souvent utilisés lorsque le joint est écarté. • Les ronds : De même que les ponts de métal, ils sont couramment utilisés notamment par les tuyauteurs qui préparent, ainsi la zone de joint n’est pas détériorée.
Protection Le haut pouvoir émissif de rayons (ultra-violets, visibles, infra-rouges) de l’arc TIG est aggravé du fait de son utilisation sur des métaux réflecteurs ( aciers inoxydables par exemple). Par conséquent, il convient de se protéger des rayons réfléchis aussi dangereux que les rayons directs. Il faut donc veiller à se protéger ( veste de soudage, casque de soudage etc.…) mais penser également à l’entourage : dispositions d’écrans pour filtrer la luminosité.