Download
1 / 17
270 likes | 948 Views
Metal Forming. Metal forming includes a large group of manufacturing processes in which plastic deformation is used to change the shape of metal work pieces. Plastic deformation: a permanent change of shape, i.e., the stress in materials is larger than its yield strength.

E N D
Metal Forming • Metal forming includes a large group of manufacturing processes in which plastic deformation is used to change the shape of metal work pieces • Plastic deformation: a permanent change of shape, i.e., the stress in materials is larger than its yield strength • Usually a die is needed to force deformed metal into a shape of the die so that the product has the same cross area as the die handout 7a
Metal Forming • Metal with low yield strength and high ductility is in favor of metal forming • One important difference between plastic forming and metal forming is: Plastic: solids are heated up to be polymer melt Metal: solid remains a solid state in the whole process handout 7a
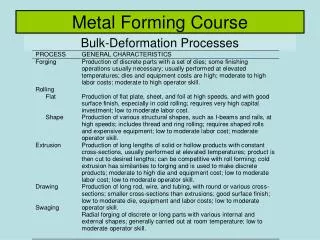
Metal Forming Metal forming is divided into (1) bulk and (2) sheet Bulk: (1) there is a significant deformation (2) there is a massive shape change (3) surface area to volume of the work is small Sheet: Surface area to volume of the work is large handout 7a
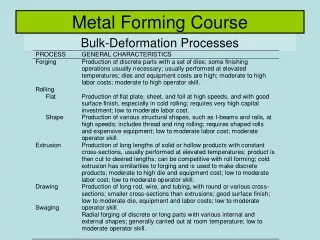
Bulk deformation processes Forging Rolling Traditionally Hot Extrusion Drawing handout 7a
Sheet deformation processes (Press working/ Stamping) Drawing Bending Shearing Actually Cutting handout 7a
In the following series of lecture, we discuss: • For general metal forming process, general mechanics principle / law / effect • For individual processes: • - mechanics principles • - design for manufacturing (DFM) rules • - equipment handout 7a
1. General mechanics principle • The underlying mechanics principle for metal forming is the stress-strain relationship; see Figure 1. Figure 1 handout 7a
L0: the initial length of a specimen L: the length of the specimen at time t the true strain at time t • True Stress: Applied load divided by instantaneous value of cross-section area • True strain: Instantaneous elongation per unit length of the material handout 7a
In the forming process we are more interested in the plastic deformation region (Figure 1) Plastic deformation region handout 7a
Called FLOW CURVE • The stress-strain relationship in the plastic deformation region is described by Where K= the strength coefficient, (MPa) = the true strain, σ=the true stress n= the strain hardening exponent, The flow stress (Yf) is used for the above stress (which is the stress beyond yield) handout 7a
FLOW STRESS • As deformation occurs, increasing STRESS is required to continue deformation • Flow Stress: Instantaneous value of stress required to continue deforming the material (i.e., to keep metal “flowing”): handout 7a
AVERAGE FLOW STRESS • For many bulk deforming processes, rather than instantaneous stress, average stress is used (extrusion) • The average flow stress can be obtained by integrating the flow stress along the trajectory of straining, from zero to the final strain value which defines the range of interest: Strength Coefficient Max. strain during deformation Average flow stress Strain hardening exponent handout 7a
Example 1: Determine the value of the strain-hardening exponent for a metal that will cause the average flow stress to be three-quarters of the final flow stress after deformation. Solution: According to the statement of the problem, we have of handout 7a
The above analysis is generally applicable to the cold working, where the temperature factor is not considered. • The metal forming process has three kinds in terms of temperature: (1) cold, (2) warm, (3) hot • In the case of warm and hot forming, the temperature factor needs to be considered, in particular Temperature up The (yield) strength down and ductility up handout 7a
Instantaneous height of work-piece being deformed Speed of deformation (could be equal to velocity of ram) Strain Rate h Flow stress • Strain rate (related to elevated temperatures) • Rate at which metal is strained in a forming process • Such a strain rate can affect the flow stress h handout 7a
Strength coefficient but not the same as K where C strength constant m strain-rate sensitivity exponent C and m are determined by the following figure which is generated from the experiment handout 7a