Download
1 / 29
320 likes | 439 Views
Finite Element Analysis of Multi Stage Deep Drawing Process By// Hussien Ali Salman Supervised by// Dr.Waleed Al-Samaraey. Aims of Research:-.

E N D
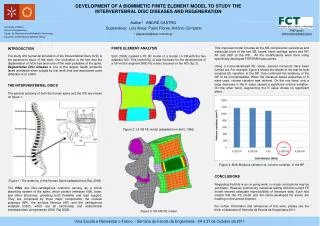
Finite Element Analysis of Multi Stage Deep Drawing Process By// Hussien Ali Salman Supervised by// Dr.Waleed Al-Samaraey
Aims of Research:- • This research aims to study the multi stage deep drawing process of cylindrical cup (three stage) experimentally and numerically and compare the result (force, thickness, strain and stress distribution). • The numerical model is proposed for the design of deep drawing process (3D Model) by using finite element analysis(ANSAS13). • In the second and third stage of drawing, three direct re-drawing methods is use (without blank holder, using centering block method, and by using internal blank holder).
Study the effect of some parameter like, die profile radius, material properties, and the degree of ironing in the second and third stage on the produced cup. • Study the some defects which appear in produce cups like wrinkling, and earring. • In most papers which deals with the redrawing process, taken the properties of material (yield strength and strain hardening) as constant, therefore i will measure this properties and change them in each stage. • I will may be doing compare between direct and inverse redrawing process, and may be doing redrawing of another cups (rectangular, elliptical, polygon).
Some new paper which deals with the redrawing process Some new paper which deals with the redrawing process Some new paper which deals with the redrawing process Some new paper which deals with the redrawing process Some new paper which deals with the redrawing process Some new paper which deals with the redrawing process
((Research of numerical simulation in two pass deep drawing forming 0f sheet metal ”Zhiren Han, Fuxia Fan”2001”)) • This paper is proposed new numerical simulation method of multi stage deep drawing, this simulation simplified steps of two pass stamping forming. • Result show that this new method is effective and successful in simulating two pass deep drawing forming and the simulation results are more reasonable.
((FEA-aid design of multi-stage drawing process and tooling for production of a miniature sheet metal component ”L.C.Chan, M.W.Fu”2009”)). • This paper presents the design of multi stage drawing process and tooling aided by finite element analysis (FEA). • A four stage drawing process and a set of four station tooling are design. • The pre-designed process is then analyzed by simulation, and the deformation behavior and formability in each stage is revealed. • The reasonable drawing ratio and drawing depth in each drawing operation are determined.
The experiment is realized, and the simulation and experiment are found to have good agreement. • The research further demonstates that the FEA simulation can be used as an effective tool to aid design of metal formed component.
((APPLICATION ORIENTED OPTIMISATION OF SUBSEQUENTREDRAW PROCESSES FOR CIRCULAR CONTAINERS” Géza T. Nagy and Johannes Mulder”2008’)). • A redraw model, was developed and validated for polymer coated sheets. The requirement for accuracy was to be able to feed the resulting cup into further models of the subsequent redraw stages, and eventually. • In a subsequent cupping process, besides prediction of stresses and strains, the wall thickness profile has to be predicted with high accuracy. • A wide range of parameter studies were performed during development and validation to find and optimize the most significant parameters among material properties of the polymer layer. • The model is now capable to predict average cup height and wall thickness profile in rolling direction within a remarkable 3% accuracy, and the stresses and strains present within the material. • It is also possible to predict the level of shearing within the polymer layer which may lead to angel hair formation during manufacture. • A redraw model, was developed and validated for polymer coated sheets. The requirement for accuracy was to be able to feed the resulting cup into further models of the subsequent redraw stages, and eventually. • In a subsequent cupping process, besides prediction of stresses and strains, the wall thickness profile has to be predicted with high accuracy. • A wide range of parameter studies were performed during development and validation to find and optimize the most significant parameters among material properties of the polymer layer. • The model is now capable to predict average cup height and wall thickness profile in rolling direction within a remarkable 3% accuracy, and the stresses and strains present within the material. • It is also possible to predict the level of shearing within the polymer layer which may lead to angel hair formation during manufacture.
(EXPERIMENTAL INVESTIGATIONS OF EFFECTS OF PVD – COATED TOOLS ON QUALITATIVE AND QUANTITATIVE OUT-PUT FORCES AND PRESS WORK IN DRAWING AND REDRAWING ALUMINIUM AND LOW CARBON STEELWORKMATERIALS INTO A CUP-LIKE SHAPES” Jaromír Audy’2009’). • The aim of this paper was to study the effect of TiN (PVD) and TiAlN (PVD) coatings on the forces and press work when cup forming (1200) aluminum and (1010) steel work materials. • The forming experiments were conducted (both in drawing and redrawing, two stage) using the same type tools to study the benefits of coating in cup forming press operations. • The results showed that patterns of forces and press work produced by the uncoated and coated tools tested showed qualitative agreement and quantitative differences at 95 and greater confidence level. • The coated tools reduced drawing forces, on average, by 6% (for steel) and 9% (for aluminum), and redrawing forces by 16% (for steel) and 22% (for aluminum). • The press work was also reduced, on average, by 6% and 10% in drawing and by 20% and 25% in redrawing the steel and aluminum, respectively.
(An Investigation into the Different Hardening Models inReverse Forming of Thin Sheets” M. Kadkhodayan and J.Mosayebi”2009”). • This paper discusses a finite element analysis of the Bauschinger effect in the reverse cup drawing process. • In order to study the Bauschinger effect, several hardening models are considered such as isotropic, kinematic, and combined forms in the linear and nonlinear cases. • The obtained results have been compared with some experimental results reported in literature. • The various factors, namely, normalized stress, and the punch forces, for both first and second stages have been calculated for different materials and thicknesses. • Results show that the combined model had acceptable agreement with the empirical data through both stages. • In this simulation, the predicted thickness distribution by two models shows practically no difference. However the resulting stresses and punch forces are quite different
(Experimental and numerical study of reverse re-drawing of anisotropic sheet metals” S. Thuilliera,*, P.Y. Manacha”2002). • This study deals with the experimental and numerical reverse re-drawing of cylindrical cups. • Experimental data consist of force–displacement curves of the punch and thickness distribution in the cup wall at 0, 45 and 90 to the rolling direction (RD). • The drawing process was simulated using both the dynamic explicit finite element code Pam-Stamp and the static implicit home code DD3IMP. • Moreover, the occurrence of strain path changes during the first and the second stage is also investigated in order to estimate their influence. • An experimental investigation of the reverse re-drawing of mild steel sheets have been performed.
(FINITE ELEMENT APPROACH TO ANALYSIS OF AXISYMMETRIC REVERSE DRAWING PROCESS”Z. Keran et al.: FINITE ELEMENT”2006’) • The intention of this research is to make analyze of deep drawing Cr-Ni stainless steel process (forces, stress and its behavior). • The results are taken from two sources and their comparison is made. The first source of results are experiments made on hydraulic press, and the other source are results obtained by creation of finite element model (FEM). • Data sheets and force diagrams present the results, and material stress can be seen on figures that are result of the simulation. • Experiments were made on double acting hydraulic press. The double action refers to the clamping mechanism moving independently of the punch mechanism. • This allows for the boundaries of the sheet blank to be clamped while the punch pushes the sheet into the die cavity.
((Designing of a Reconfigurable Set of inverse Re-Drawing DiesAided by FEM Simulation” C. Maier1, V. Tabacaru1”2007)). • This paper deals with the methodology for developing a laboratory inverse redrawing device. • The drawing process is performed in two phases: a direct drawing of a circular blank followed by a second reverse re-drawing phase on the same device. • Finite element simulations are carried out in order to define geometrical characteristics of the modular re-drawing device and to estimate the punch force evolution for different dimensions of punch, die and blank holder and for a large class of materials. • These two stages must to be progressive in order to avoid the errors due to the positioning of the piece obtained in the first stage..
((Design of the virtual model of re-drawing process” C. Maier1, Kosmalski N.”2007)). • This paper deals with the develop the finite element modelization of the re-drawing process in order to create his virtual model. • The main goal of this simulation is to define geometrical parameters of the process, in order to design a reverse re-drawing machine, and have the possibility in the future to compare experimental results and finite element results. • The second goal is the estimation of the blank reaction (ability to support the process), and eliminate as well the default obtain during the simulation. • The drawing process is performed in two phases: a direct drawing of a circular blank followed by a second reverse redrawing phase on the same device.
((Tool design in a multi-stage drawing and ironing process of arectangular cup with a large aspect ratio using finite elementanalysis” Se-Ho Kim, Seung-Ho Kim, Hoon Huh “2002”)). • Tool design is carried out for a multi-stage deep drawing and ironing process of a rectangular cup with the large aspect ratio using the result of the finite element analysis. • The analysis simulates the five-stage deep drawing and ironing process with the thickness control of the cup wall. • The analysis reveals that the difference of the drawing ratio within the cross section induces non-uniform metal flow which causes severe local extension. • The irregular contact condition between the blank and the die also induces non-uniform metal flow which causes local wrinkling.
The original design is examined by the finite element analysis and the reason of the unfavorable result is explained. Then, the modification guideline for the new tool design is proposed according to the finite element analysis result in order to lessen the possibility of failure during the forming process. • The finite element analysis result with the improved tool design confirms that the proposed design not only reduces the possibility of failure but also improves the quality of a deep-drawn product.
((A study of effect of physical vapour deposition coated tools on the forces in deep drawing cylindrical cups from ferrous and non ferrous materials ”Audy J.,Doyle D”2000” )). • In this paper an investigation of PVD TiN coating on forces, power and press work is detailed for drawing and redrawing operations involved in a cup forming production. Work materials used are (1010)steel and (1200) aluminum. • Results showed that the coated tools reduced the drawing forces by (9%) and redrawing forces by (22.5%) and the drawing press work by (10%) and redrawing press work by (25.5%) against uncoated tools when forming cups from (1200) aluminum. • The tools showed reductions in the drawing forces by (6%) and redrawing forces by (16%) and drawing press by (7%) and redrawing press work by (21%) against uncoated tools when forming cups from (1010) steel work material. • Hence it was found that the benefit of coating appears to be more significant in redrawing than drawing
((Process design for multi stage elliptical cup drawing with the large aspect ratio ”Hoon Huh, Se-Ho Kim”2000” )) • Finite analysis of multi stage deep drawing processes is carried out for the tool shape design of the elliptic cup drawing with the large aspect ratio. • A multi stage inverse finite element scheme is developed and applied to the complicated tool design problem of three dimensions for rapid estimation of the initial blank shape, thickness and the strain distribution. • A direct finite element method is then carried out to inspect the failure such as tearing and wrinkling during forming more accurately. • The deep drawing process of an elliptic cup with the large aspect ratio consists of four deep drawing stages in which the cylindrical cross section at the first stage of drawing is changed to the elliptic shape gradually.
Due to the difference of the drawing ratio between the major and minor axis, non-uniform metal flow is expected to cause wrinkling and severe extension. • The irregular contact condition between the blank and die also induces non uniform metal flow to cause tearing and wrinkling. • The first and the second stage of the elliptic cup drawing process are performed with the cylindrical punch to impose uniform deformation while the third and the fourth stage are performed with the elliptic punch to form the desired shape.
((design modification in a multi stage rectangular cup drawing process with the large aspect ratio by an Elasto-plastic Finite Element Analysis ”Se-Ho kim, Hoon Huh”2002)). • Finite element analysis of multi stage deep drawing process is carried out for the process design of rectangular cup with the large aspect ratio. • Simulation is performed for investigation of the failure such as tearing and wrinkling during forming process. • The analysis reveals that the difference of the drawing ratio within the cross section produce non uniform metal flow to cause wrinkling and severe extension. The irregular contact condition between the blank and the die also induces non uniform metal flow. • This paper identifies such unfavorable mechanism in the rectangular cup drawing and proposes the modification guideline in the design of the process and the tool shape.
The analysis is concerned with the six stage deep drawing process of a rectangular cup with the large aspect ratio. • Then, the modification guideline is proposed with the finite element analysis result in order to eliminate failure during the forming process.