Download
1 / 12
120 likes | 221 Views
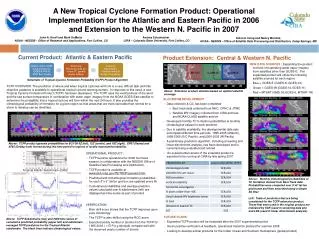
GIMM testing to millions of shots… and beyond. John Pulsifer and Mark Tillack. HAPL Project Meeting 8-9 April 2008 Santa Fe, NM. Our current goal is to test alloy mirrors at very high shot count to complete our proof of principle demonstration of laser damage.

E N D
GIMM testing to millions of shots… and beyond John Pulsifer and Mark Tillack HAPL Project Meeting 8-9 April 2008 Santa Fe, NM
Our current goal is to test alloy mirrors at very high shot count to complete our proof of principle demonstration of laser damage • Challenges of high-cycle testing • Need high quality mirrors • Goal of 5 J/cm2, 3x108 shots • Need a reliable, high quality laser • Need control over the environment • Need time – a lot of time (months) • Status • Al-1%Cu is our current standard due to better performance than alumiplate • Fabricated in the nano3 lab at UCSD by sputter coating on Si • Typical test runs of 107 shots, fluence limited by homogenizer • Contamination has become an issue for high cycle testing
Previous “future plans” andprogress since Oct. 2007 Plans Progress Achieve higher fluence with a different homogenizer (larger aperture, AR-coated) Identify and eliminate chamber contaminant source Continue shooting to achieve 108 shots Peak of 4 J/cm2 now possible with homogenized beam. Homogenization is essential for high quality data. Source term better understood. Near-term solution: Ne in chamber. Has implications for a power plant. Data acquired in the range of 107 New damage morphology discovered. New issue with absorption.
Contamination has become a major issue with longer-term exposures • The problem: • Coatings on windows and on test sample (offsetting) • Not seen previously due to differences in exposure time and vacuum • Appears under hard vacuum (10–7 Torr), even with a cryopump • Not unique – problems exist in space telescopes (e.g. JWST) From top to bottom: 1 million shots @ ≤1.4 x 10-7 Torr 16.1 million shots @ ≤1.1 x 10-6 Torr 1.4 million shots @ ≤1.2 x 10-5 Torr Entrance window Test mirror
Spectroscopic analysis was performed on a W witness plate to determine impurities Electron spectroscopy for chemical analysis • Source term was identified: • Pump oil was found in cryo head • ESCA identified C and O • Near-term solution: • Chamber baking • Ne background gas in chamber • A scroll pump might help • Implications for a power plant, and possible future R&D: • Our chamber is more controlled than a power plant • A power plant will have a continuous source term from targets • This issue needs further study!
Facility improvements enable us to obtain higher quality data • Homogenizer • Addition of AR coatings helped (increased from 3 to 4 J/cm2) • Combined w/ contamination control, we can maintain 4 J/cm2 • We can now perform uniform exposures over 10 mm2 area • Chamber baking • 30 ˚C for 13.5 hrs • Base pressure improved: • to <10–7 from <10–4 Torr • Leak rate improved: • to 7 x 10–7 from 1 x 10–5 Pa-m3/s • LPX: • no problems since • power supply repairs
Latest results of high-cycle testing:6.7 million shots at 4 J/cm2 unhomogenized homogenized
Damage morphology in Al-1%Cu at ~ 6x106 shots consists of triangular features m119, 3 J/cm2; failure @ 5,770,860 shots Laser direction m120, 4 J/cm2; failure @ 6,734,665 shots
Triangular damage features at ~ 6x106 shots Laser direction • This is the 1st known observation of this phenomenon. • Is it debonding? Can it be prevented?
Latest results of high-cycle testing:Damage resistance is lower than expected • The alloy’s better low-cycle damage resistance is not maintained at high shot count • Is it fundamental to metal mirror damage? • Similar degradation observed with DT vs. CMP • Finish seems more important at low cycle, inherent microstructure at high cycle • Al-1%Cu is stronger – why doesn’t it exhibit better high-cycle behavior? • Contamination may have compromised earlier data. • Poor polarization purity may be affecting our results • Could be the result of homogenization • Every point receives peak fluence every shot • If homogenization is the reason, we need to diagnose and eliminate weak spots in the mirrors
Mirror reflectivity is lower than expected • 97% specular reflectivity in Al-1%Cu (and Alumiplate) at 85˚ using the excimer laser (in-situ) with current optics • Part of this may be non-specular scattering • Imperfect polarization may be the cause • Need to revisit this and demonstrate that our mirrors have acceptable absorptivity
Summary and Future Plans • Data have been obtained up to 6.7x106 shots withhomogenized fluence levels up to 4 J/cm2 over 10 mm2 • Contamination appears to be a larger concern than previously understood. More study is recommended. • High cycle data is discouraging. We need to resolve this. • We need to resolve the polarization/reflectivity issue first • We need to understand the source of triangular damage. • We would like to try making/testing a 0.5%Cu alloy • Limitations imposed by the homogenizer limit our database • Take more unhomogenized data to fill in the curves? • Simulate higher fluence data with lower angles (e.g. 80˚)?