Download

1 / 16
180 likes | 293 Views
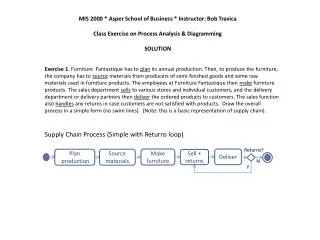
Plan for MRPC Production. Yongjie Sun C enter of P article S cience and T echnology U niversity of S cience and T echnology of C hina. Outline . Material Module assembly procedure Performance test Time schedule Summary and outlook. QC. & QA. QC. & QA. QC. & QA.

E N D
Plan for MRPC Production Yongjie Sun Center of Particle Science and Technology University of Science and Technology of China
Outline • Material • Module assembly procedure • Performance test • Time schedule • Summary and outlook QC. & QA. QC. & QA. QC. & QA. STAR MTD workshop, USTC
1. Material list Unit: mm • Use the same material at different sites is preferred. • Otherwise, the equivalent must be proved. STAR MTD workshop, USTC
Quality control on the material • Glass • Measure the dimensions (spot check of 20%) • Check the surface quality • Pcb • Dimensions, • the scratch on the strips • Honeycomb • Dimensions, surface quality • Mylar foil: thickness • Fishing line • Dimension check of each coil • Support block: thickness Material with faults will be returned back to factory. STAR MTD workshop, USTC
2. Assembly procedure Preparations • Material cleaning • Glass washing: by hot steam and alcohol • Honeycomb, mylar, pcb, support block… • Electrode painting • Protect the edge of glass with tape (4 mm) • Applying the graphite painting • Drying for 24 hours • Measure the surface resistivity STAR MTD workshop, USTC
Assembly procedure • adhere the honeycomb to pcb with double-side tape. • put the screws into the bottom pcb for supporting fishing line. STAR MTD workshop, USTC
Assembly procedure • Put the mylar on the surface of pcb. • Put the outer glass (with electrode painting facing outside) on the mylar. • The HV connection was made by adhesive graphite tape at two corners where Mylar has been cut out. STAR MTD workshop, USTC
Assembly procedure • Run the fishing line between the screws and put the inner glass on top of it. • …… STAR MTD workshop, USTC
Assembly procedure • Put the top pcb (with honeycomb, mylar and another outer glass) on. • Put iron bricks on top of the structure and press for more than 12 hours. • Fix the structure with pins along the edges. • Install the support blocks between the pcbs. • Solder the HV wire and signal “pigtail” cable. Protect the HV solder point with CAF4 silicon. STAR MTD workshop, USTC
QA. & QC. during assembly • Check the cleanness of material during the assembly. Blow off the dust with pure N2 if needed. • Measure the thickness between pcbs at 16 points along the edges. The uniformity should be less than 0.3 mm. • Check the connection of HV and signal cable. STAR MTD workshop, USTC
3. Performance test • Install the module into the gas box and flow the working gas for more than 48 hours. • Training with HV for 48 hours. • Test the leak current and noise rate. • Take the cosmic ray data at 2 different positions for efficiency and time resolution test (24h for each position). • Need all the modules take the cosmic ray test? • 20%: efficiency and time resolution • Others: leak current and noise rate STAR MTD workshop, USTC
Performance standard • Noise rate: <400 Hz/strip • Leak current: < 40 nA • Efficiency: > 90% • Time resolution: < 120 ps (for 90% channels) STAR MTD workshop, USTC
Documents for QA. & QC. • Recording Tables for QA check and test results • Manufacture card • QA check Cards • A web-based database will be available similar to that of STAR TOF. STAR MTD workshop, USTC
4. Time schedule • 2011.4 – 2011.6 finalizing the design • 2011.6 – 2011.11 20% • 2011.11 – 2012.5 40% • 2012.5 – 2012.11 40% STAR MTD workshop, USTC
5. Summary • QA. & QC. will be strictly performed during the construction. • Hope continue the success of STAR TOF. • Trouble: lack of FEE board. Thank You! STAR MTD workshop, USTC