Download
1 / 48
500 likes | 1.23k Views
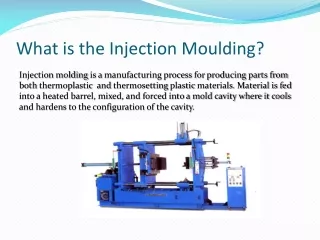
PENGACUANAN SUNTIKAN (INJECTION MOULDING). CONTOH PRODUK. PERHATIKAN RAJAH ASAS PROSES PENGACUANAN SUNTIKAN DAN JENIS JENIS MESIN PENGACUANAN SUNTIKAN RAJAH 1-4 (A). LANGKAH ASAS PENGACUANAN SUNTIKAN. PELEBURAN RESIN PENYUNTIKAN RESIN YANG TELAH LEBUR KE DALAM ACUAN TERTUTUP

E N D
PERHATIKAN RAJAH ASAS PROSES PENGACUANAN SUNTIKAN DAN JENIS JENIS MESIN PENGACUANAN SUNTIKAN RAJAH 1-4 (A)
LANGKAH ASAS PENGACUANAN SUNTIKAN • PELEBURAN RESIN • PENYUNTIKAN RESIN YANG TELAH LEBUR KE DALAM ACUAN TERTUTUP • PENYEJUKAN RESIN DI DALAM ACUAN TERTUTUP • PEMBUKAAN ACUAN DAN PENGELUARAN (EJECTION) PLASTIK TERACUAN
SELALU DIGUNAKAN UNTUK TERMOPLASTIK ATAU TERMOSET TIDAK DIPERKUATKAN • BOLEH JUGA DIGUNAKAN UNTUK MENGHASILKAN KOMPOSIT DIPERKUATKAN GENTIAN PENDEK DAN UNTUK TERMOSET • PLASTIK YANG BIASA DIPROSES DENGAN TEKNIK INI IALAH PP, PA DAN PC
SLIDE SHOW ON 100 PERCENT
KELEBIHAN PENGACUANAN SUNTIKAN • PRODUK BOLEH DIHASILKAN DENGAN PANTAS (KADAR PENGELUARAN TINGGI) • PENGELUARAN ISIPADU TINGGI ADALAH MUNGKIN • KOS BURUH YANG RENDAH PER UNIT MESIN • PRODUK TIDAK MEMERLUKAN ‘FINISHING’
PERMUKAAN, WARNA DAN ‘FINISHING’ YANG BERLAINAN BOLEH DIHASILKAN • PENGGUNAAN PELBAGAI PLASTIK DAPAT DILAKUKAN TANPA PERLU MENUKAR MESIN ATAU ACUAN • UNTUK KEBANYAKAN REKABENTUK, PROSES INI ADALAH PALING EKONOMIK UNTUK DIHASILKAN
KEKURANGAN PENGACUANAN SUNTIKAN • INDUSTRI PLASTIK MEMPUNYAI KEUNTUNGAN YANG RENDAH (LOW PROFIT MARGIN) • OPERASI TIGA SHIFT PERLU UNTUK BERSAING • KOS ACUAN SANGAT TINGGI • MESIN DAN PERALATANNYA MAHAL • KAWALAN PROSES MUNGKIN TIDAK BEGITU BAIK • PERALATAN TIDAK KONSISTEN SEMASA BEROPERASI • KUALITI MUNGKIN AGAK SUKAR DITENTUKAN SERTA MERTA
PROSES ASAS LEBURAN ATAU ‘PLASTICISED’ PLASTIK DI SUNTIK ATAU DIPAKSA KE DALAM ACUAN DI MANA IA DI SIMPAN SEHINGGA DIKELUARKAN DALAM KEADAAN PEPEJAL DAN MENYERUPAI KAVITI ACUAN YANG DIGUNAKAN
ACUAN MUNGKIN TERDIRI DARI SATU KAVITI ATAU BANYAK KAVITI (MULTI CAVITY) YANG BERBENTUK SAMA ATAU BERLAINAN, SETIAP SATU DISAMBUNGKAN DENGAN ‘CHANNEL’ ALIRAN ATAU ‘RUNNERS’ YANG MENGARAHKAN LEBURAN KE DALAM SETIAP KAVITI PROSES INI ADALAH SALAH SATU KAEDAH YANG PALING EKONOMIK UNTUK PENGELUARAN PRODUK SECARA BESAR-BESARAN
TERDAPAT EMPAT (4) OPERASI ASAS: • MENINGKATKAN SUHU PLASTIK KE SUATU TAHAP IA AKAN MENGALIR DI BAWAH TEKANAN – PEMANASAN DAN PENCAMPURAN SECARA SERENTAK – MENGHASILKAN LEBURAN YANG SERAGAM SUHU DAN KELIKATAN. KESELURUHAN PROSES INI DIPANGGIL ‘PLASTICATION’ ATAU ‘PLASTICIZING’
MEMBOLEHKAN LEBURAN PLASTIK MEMBEKU DALAM ACUAN YANG DITUTUP. LEBURAN PLASTIK DARI SILINDER SUNTIKAN DIPINDAHKAN MELALUI BEBERAPA ‘CHANNEL’ ALIRAN (RUNNER) KE DALAM KAVITI • PENYEJUKAN • MEMBUKA ACUAN UNTUK MENOLAK KELUAR (EJECTION) PLASTIK YANG TELAH MENJADI PEPEJAL DENGAN CARA MENGELUARKAN HABA DARI LEBURAN
OPERASI TADI AKAN MENENTUKAN PRODUKTIVITI KERANA KELAJUAN PENGELUARAN BERGANTUNG PADA BERAPA CEPAT PLASTIK DILEBURKAN, BERAPA CEPAT IA BOLEH DISUNTIK DAN BERAPA LAMA MASA UNTUK MENYEJUKKANNYA DALAM ACUAN – PUSINGAN PENYUNTIKAN
KOMPONEN ASAS UNTUK SISTEM PENGACUANAN SUNTIKAN: • PENYEBATIAN • PENGERINGAN • PENYUAPAN • PEMETERAN • PLASTICATION (PELEBURAN) • PENYUNTIKAN • PENYEJUKAN • PENOLAKAN KELUAR (EJECTION)
URUTAN PERGERAKAN MEKANIKAL UMUM SEMASA PEMPROSESAN: • PENGAPIT (ACUAN) DITUTUP • RAM PENYUNTIKAN BERGERAK KE DEPAN UNTUK MENYUNTIK LEBURAN • SKRU MENGEPAM KE BELAKANG APABILA LEBURAN SEJUK DALAM ACUAN • SKRU BERHENTI BERPUTAR DAN PENGAPIT DIBUKA • PLASTIK TERACUAN DITOLAK KELUAR DARI ACUAN
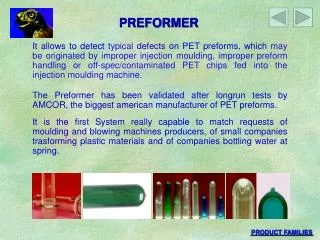
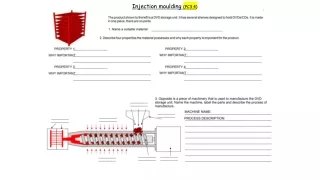
Resin feed into the barrel Shot accumulates here
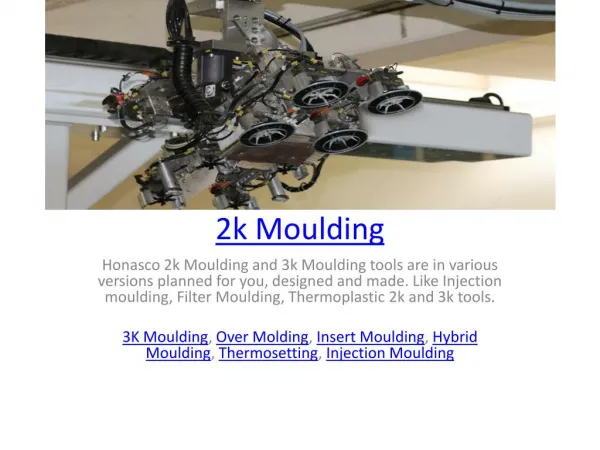
CAVITY GETS FILLED SCREW MOVES FORWARD
COOLING LINES PRESSURE IS MAINTAINED IN CAVITY
UNTUK MENDAPATKAN KEPUTUSAN YANG OPTIMUM BAGI SESUATU PLASTIK DAN ACUAN : • SUHU PELEBURAN • TEKANAN PENYUNTIKAN (INJECTION PRESSURE) • KELAJUAN PENGISIAN ACUAN (INJECTION SPEED)
PLASTIK BERBEZA DARI SEGI KELIKATAN (PENGALIRAN – EASE OF FLOW) DAN MASALAH INI MENJADI LEBIH RUMIT DENGAN ADANYA GRED YANG PELBAGAI • TAMBAHAN LAGI SIFAT PENGALIRAN PLASTIK ADALAH NON-NEWTONIAN (HUBUNGAN TIDAK LINEAR ANTARA TEKANAN DAN PENGALIRAN) • SIFAT PENGALIRAN TIDAK BOLEH DIWAKILI OLEH SATU NILAI SAHAJA
DALAM KEBANYAKAN KES, PLASTIK ADALAH BERSIFAT PSEUDOPLASTIK IAITU MEREKA MENJADI KURANG LIKAT (SENANG MENGALIR) BILA DIGERAKKAN DENGAN CEPAT • KELIKATAN BAHAN BERKURANG BILA KADAR RICIH DITINGKATKAN (PENGISIAN ACUAN LEBIH MUDAH) • MENINGKATKAN SUHU LEBURAN AKAN KURANGKAN TEKANAN PENYUNTIKAN YANG DIPERLUKAN PADA KADAR PENGALIRAN TERTENTU
SEMASA PENGISIAN ACUAN, TEKANAN PENYUNTIKAN TINGGI PERLU UNTUK MENGEKALKAN KELAJUAN PENGISIAN ACUAN YG DIPERLUKAN • BILA ACUAN TELAH PENUH, TEKANAN TINGGI TIDAK LAGI DIPERLUKAN • MUNGKIN BOLEH GUNAKAN 2 PERINGKAT TEKANAN
KELAJUAN PENYUNTIKAN (KELAJUAN PENGISIAN ACUAN)
BILA MENGACUANKAN PRODUK NIPIS, KELAJUAN TINGGI DIPERLUKAN UNTUK MEMENUHKAN ACUAN SEBELUM PEMBEKUAN BAHAN • UNTUK MENDAPATKAN PERMUKAAN YANG BAIK BAGI PRODUK TEBAL, SUNTIKAN PERLAHAN DIGUNAKAN • BAGI KEBANYAKAN MESIN, MASA UNTUK MENGISI ACUAN SELESAI DALAM MASA 1 SAAT
SAIZ MESIN • DARI BEBERAPA GRAM KEPADA BEBERAPA PAUN (ADA YANG MENCAPAI HINGGA 395 PAUN, KEKUATAN PENGAPIT 10,000 TAN) • ‘MINIATURE INJECTION MOULDING MACHINE’ (RAJAH). TERDAPAT BANYAK CABARAN UNTUK PERKEMBANGAN PADA MASA DEPAN. KEPERLUAN UNTUK ACUAN MIKRO: • PEMANASAN DAN PENYEJUKAN YANG CANGGIH • VAKUM UNTUK KAVITI • PENGESAN YANG KHUSUS • PERALATAN DENGAN KETEPATAN TINGGI DIPERLUKAN
MESIN PENYUNTIKAN YANG SANGAT BESAR (LIHAT RAJAH). DISEBABKAN OLEH KEPERLUAN INDUSTRI AUTOMOTIF, PERKAKASAN & BANGUNAN, PEMBINAAN DAN LAIN-LAIN. PENGGUNAAN MASA KINI/DEPAN: • BADAN KERETA/PANEL • ALAT PERKAKASAN (PETI SEJUK DAN MESIN BASUH) • BADAN BOT • KOLAM RENANG • MESIN YANG AGAK BESAR: • HUSKEY E8000 • KEKUATAN PENGAPIT (CLAMP FORCE) 8000 TAN • SAIZ PLATEN: 19 X 16 X 13 KAKI • BERAT SUNTIKAN: 20 – 145 PAUN
KADAR PENYUNTIKAN • KADAR PENYUNTIKAN BOLEH DIPELBAGAIKAN • LEBIH PANTAS MEMBOLEHKAN PENGACUANAN BENDA NIPIS DAN KURANGKAN MASA • KEUPAYAAN KADAR PENYUNTIKAN BERGANTUNG KEPADA SAIZ MESIN – LEBIH BESAR MESIN LEBIH TINGGI KADAR PENYUNTIKAN • KEUPAYAAN KADAR PENYUNTIKAN BERKADAR TERUS DENGAN PAM HIDROLIK. KADAR PENGALIRAN HIDROLIK DALAM GELEN PER MINIT MENENTUKAN KADAR PENYUNTIKAN • TEKANAN HIDROLIK MENENTUKAN TEKANAN SUNTIKAN