Download

1 / 27
760 likes | 2.39k Views
INJECTION MOULDING. INJECTION MOULDING. Merupakan proses cetak tekan Yaitu : Pelet dimasukkan ke dlm hopper utk dicairkan Cairan kemudian didorong utk diinjeksikan ke dalam suatu cetakan (mold). INJECTION MOULDING. INJECTION MOULDING.

E N D
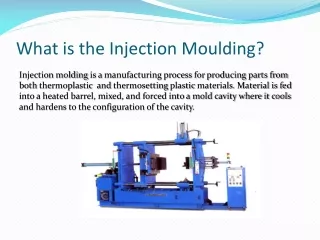
INJECTION MOULDING • Merupakan proses cetak tekan • Yaitu : Pelet dimasukkan ke dlm hopper utk dicairkan Cairan kemudian didorong utk diinjeksikan ke dalam suatu cetakan (mold)
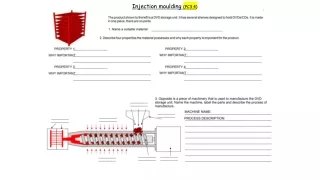
INJECTION MOULDING • Hopper: digunakan untuk memasukkan bijih plastik dan additive yang akan diproses. • Barrel : tempat untuk memindahkan bijih plastik dari hopper ke nozzle dan melelehkannya. • Nozzle : alat untuk menginjeksikan plastik ke dalam mold atau cetakan. • Tie Bar : penyangga untuk mold, calmping, dan ejektor • Hydraulic Motor : untuk memutar screw supaya bijih plastik bergerak dari barrel ke nozzle dan memberi tenaga untuk menyuntikkannya. • Stationary platen : plat yang tidak bergerak untuk menghubungkan nozzle dan mold • Moveable platen : plat untuk menggerakkan mold • Clamping unit : membuka dan menutup mold • Ejector : melepaskan plastik yang sudah membeku • Rear platen : plat penyangga bagian belakang
INJECTION MOULDING Sistem Injeksi : • Hydrolic Plunger • Rotating Screw Extruder (Reciprocating Screw)
Hydrolic Plunger Awal mesin injection moulding adl tipe plunger, yaitu: • Material dimskkan melalui hopper & jatuh kedlm barrel • Plunger kmd membawa material sepanjang barrel, dmn tjd pemanasan (ditekan oleh plunger) • Material mjd meleleh, ditekan plunger & mengisi rongga cetakan (mold) • Dlm mold produk didinginkan & kmd mold dibuka untuk mengeluarkan produk • Utk memisahkan/meratakan material yg banyak dlm barrel & utk memperbaiki perpindahan panas (meratakan pencairan) dipasang “TORPEDO”
Kendala Tipe Hydrolic Plunger • HOMOGENITAS pd cairan plastik rendah • Sulit utk mengukur keakuratan “SHOT SIZE” • Tjd tekanan yg berragam akibat berragamnya bentuk butiran material, dari padat sampai cairan kental • Penambahan torpedo menyebabkan kehilangan tekanan yg signifikan
Rotating Screw Extruder • Material ditempatkan dlm hopper & kemudian masuk ke dlm barrel • Internal friction yg timbul pd screw dlm barrel, & diikuti dg pemanasan pd selimut / silinder barrel akan memanaskan & mencairkan material (gerakan screw jg menimbulkan tekanan pd barrel) • Material yg telah meleleh akan terinjeksikan ke dalam cetakan (mold), kmd akan mengisi mold • Produk injeksi didinginkan dlm mold • Mold dibuka setelah produk membeku
Siklus Pencetakan Pada Injection Moulding • Mold menutup & masih kosong (siap diinjeksikan) • Tjd proses injeksi, valve terbuka, plunger/screw menekan cairan melewati nosel masuk kedlm mold • Tahap penahanan (thd cairan yg diinjeksikan), dg tetap menjaga tekanan injeksi selama awal pendinginan utk menghindari penyusutan. Segera setelah tjd pembekuan tekanan dpt ditiadakan • Valve menutup & utk screw/plunger kembali kebelakang utk mengambil material baru • Sementara itu produk dlm mold semakin dingin, ketika sudah dingin mould terbuka, & produk dikeluarkan • Mold tertutup lagi & siklus berulang
Keuntungan dari molding injeksi adalah:1. Kecepatan produksi yang tinggi2. Toleransi tinggi dan berulang-ulang3. Bermacam-macam material dapat digunakan4. Biaya tenaga kerja yang rendah5. Plastik sisa yang terbuang minimal6. Sedikit kebutuhan dalam finishing • Kerugian molding injeksi: 1. Investasi peralatan yang sangat tinggi2. Biaya menjalankan peralatan tinggi3. Produk plastik hrs sesuai dg pertimbangan mold
Mold Mold Mould : Cetakan Bagian-Bagian Mold : • Sprue & runner channel • Gate • Cavity
Sprue & Runner • Sprue & Runner : Sistem distribusi material sebelum memasuki mold cavity
Gate • Gate : Bagian akhir dari runner / lubang masuk mold cavity
Sistem Ejector • Proses pengeluaran produk dari mold
TUGAS BUATLAH DESAIN CETAKAN “INJECTION MOLDING” LENGKAP DG PROSES PENGELUARAN PRODUKNYA • SKEMA PRODUK • SKEMA MOLD (LENGKAP DG SPRUE, RUNNER & MOLD CAVITY) • SKEMA PROSES PENGELUARAN PRODUK DARI MOLD