Download

1 / 11
110 likes | 307 Views
外圆粗车循环 G71. 一、复习:. ( 1 )单一固定形状循环加工圆柱面及圆锥面的指令代码及编程格式? ( 2 )单一固定形状循环加工端面及斜面的指令代码及编程格式?. 新课: 外圆粗车循环指令( G71). (一)外圆粗车循环指令( G71) 1、 外圆粗车循环指令的功能

E N D
一、复习: • (1)单一固定形状循环加工圆柱面及圆锥面的指令代码及编程格式? (2)单一固定形状循环加工端面及斜面的指令代码及编程格式?
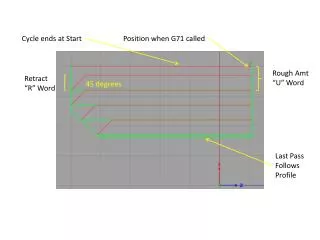
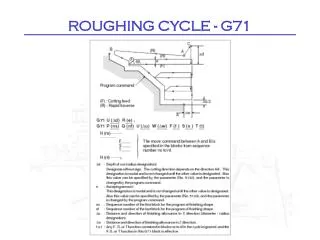
新课:外圆粗车循环指令(G71) • (一)外圆粗车循环指令(G71) 1、外圆粗车循环指令的功能 该指令只需指定粗加工背吃刀量、精加工余量和精加工路线,系统便可自动给出粗加工路线和加工次数,完成各外圆表面的粗加工。如下图所示,该功能指定最终切削路径从始点经A 到B。该命令以余量△d 为切削深度,以e为退刀量车掉指定的区域,留精加工预留量△u/2及△w ,最后在完成该切削进程后刀具返回到循环起点。
Z140.0 2、编程格式G71 U(△d) R(e) G71 P(ns) Q(nf) U(△u) W(△w) F_ S_ T_ ;
3、使用说明 (1)△d—背吃刀量;(2)e—退刀量;(3)ns—精加工轮廓程序段中开始程序段的段号;(4)nf—精加工轮廓程序段中结束程序段的段号;(5)△u—X轴方向精加工余量,直径值,一般取0.5㎜。加工内轮廓时,为负值;(6)△w—Z轴方向精加工余量,一般取0.05~0.1㎜;
(二)G71应用实例例:按下图所示尺寸编写外圆粗切循环加工程序。(二)G71应用实例例:按下图所示尺寸编写外圆粗切循环加工程序。
1、选择刀具: • 90º硬质合金车刀,刀尖半径0.4mm,置 于1号刀位。 • 2、确定切削用量: • 1)背吃刀量:粗车时为2mm,精车时为 0.25mm。 • 2)进给量:粗车时为0.2mm/r,精车时为 0.15mm /r。 • 3)主轴转速:粗车时为300 r/min,精车 时为500 r/min 。
O0006 N10 T0101; N20 G00 G40 X120.0 Z10.0 M08 ; N30 M03 S300; N40 G71 U2.0 R0.5; N50 G71 P60 Q120 U0.5 W0.25 F0.25; N60 G00 G42 X40.0 ; //ns N70 G01 Z-30.0 F0.15; N80 X60.0 Z-60.0; N90 Z-80.0; N100 X100.0 Z-90.0; N110 Z-110.0; N120 G40 X120.0 Z-130.0; //nf N130 G00 X125.0 ; N140 X200.0 Z140.0; N150 M30; 3、编程
(三)课堂练习按下图所示尺寸编写外圆粗切循环加工程序。(三)课堂练习按下图所示尺寸编写外圆粗切循环加工程序。
四、小结 1、在含有G71指令的程序段中的F、S、T指令对于粗加工是有效的,在编写最终走刀路线的程序段中指定的F、S只对精加工有效。 2、精加工的第一个程序段和最后一个程序段必须有程序段号。
五、作业 按下图所示尺寸应用G71编写粗加工程序。五、作业 按下图所示尺寸应用G71编写粗加工程序。