Download
1 / 29
320 likes | 589 Views
ERT 210/4 Process Control & Dynamics. DYNAMIC BEHAVIOR OF PROCESSES : Theoretical Models of Chemical Processes. MISS. RAHIMAH BINTI OTHMAN (Email: rahimah@unimap.edu.my). Course Outcome 1 (CO1)

E N D
ERT 210/4Process Control & Dynamics DYNAMIC BEHAVIOR OF PROCESSES : Theoretical Models of Chemical Processes MISS. RAHIMAH BINTI OTHMAN (Email: rahimah@unimap.edu.my)
Course Outcome 1 (CO1) • Ability to derive and develop theoretical model of chemical processes, dynamic behavior of first and second order processes chemical and dynamic response characteristics of more complicated processes. • Introduction Concepts • Introduction to Process Control: • Theoretical Models of Chemical Processes • Apply and derive unsteady-state models (dynamic model) • of chemical processes from physical and chemical principles. • 2. Laplace Transform • 3. Transfer Function Models • 4. Dynamic Behavior of First-order and Second-order • Processes • 5. Dynamic Response Characteristics of More Complicated • Processes
Refers to unsteady-state or transient behavior. • Steady-state vs. unsteady-state behavior; • Steady state: variables do not change with time • c) Continuous processes : Examples of transient behavior: • Start up & shutdown • Grade changes • Major disturbance; • e.g: refinery during stormy or hurricane conditions • iv. Equipment or instrument failure (e.g., pump failure) • d) Batch processes • Inherently unsteady-state operation • Example: Batch reactor • Composition changes with time • Other variables such as temperature could be • constant. • Process Dynamics
Process Control 1. Objective: Enables the process to be maintained at the desired operation conditions, safely and efficiently, while satisfying environmental and product quality requirements. 2. Control Terminology: Controlled variables (CVs) - these are the variables which quantify the performance or quality of the final product, which are also called output variables (Set point). Manipulated variables (MVs) - these input variables are adjusted dynamically to keep the controlled variables at their set-points. Disturbance variables (DVs) - these are also called "load" variables and represent input variables that can cause the controlled variables to deviate from their respective set points (Cannot be manipulated).
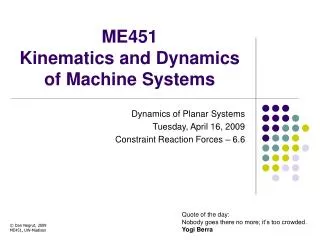
Development of Dynamic Models • Illustrative Example: A Blending Process Figure 2.1. Stirred-tank blending process. An unsteady-state mass balance for the blending system:
or where w1, w2, and w are mass flow rates. • The unsteady-state component balance is: The corresponding steady-state model was derived in Ch. 1 (cf. Eqs. 1-1 and 1-2).
Theoretical models of chemical processes are based on conservation laws. • Conservation Laws Conservation of Mass Conservation of Component i
Conservation of Energy The general law of energy conservation is also called the First Law of Thermodynamics. It can be expressed as: The total energy of a thermodynamic system, Utot, is the sum of its internal energy, kinetic energy, and potential energy:
For the processes and examples considered in this book, it • is appropriate to make two assumptions: • Changes in potential energy and kinetic energy can be neglected because they are small in comparison with changes in internal energy. • The net rate of work can be neglected because it is small compared to the rates of heat transfer and convection. • For these reasonable assumptions, the energy balance in • Eq. 2-8 can be written as;
The analogous equation for molar quantities is, where is the enthalpy per mole and is the molar flow rate. In order to derive dynamic models of processes from the general energy balances in Eqs. 2-10 and 2-11, expressions for Uint and or are required, which can be derived from thermodynamics. The Blending Process Revisited For constant , Eqs. 2-2 and 2-3 become:
Equation 2-13 can be simplified by expanding the accumulation term using the “chain rule” for differentiation of a product: Substitution of (2-14) into (2-13) gives: Substitution of the mass balance in (2-12) for in (2-15) gives: After canceling common terms and rearranging (2-12) and (2-16), a more convenient model form is obtained:
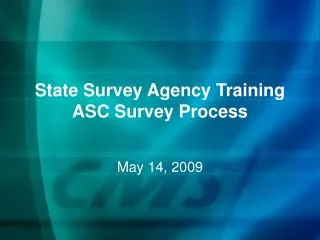
Stirred-Tank Heating Process Figure 2.2 Stirred-tank heating process with constant holdup, V.
Stirred-Tank Heating Process (cont’d.) Case 1: Constant Holdup, V • Assumptions: • Perfect mixing; thus, the exit temperature T is also the temperature of the tank contents. • The liquid holdup V is constant because the inlet and outlet flow rates are equal. • The density and heat capacity C of the liquid are assumed to be constant. Thus, their temperature dependence is neglected. • Heat losses are negligible.
Model Development 1. For a pure liquid at low or moderate pressures, the internal energy is approximately equal to the enthalpy, Uint , and H depends only on temperature. 2. Consequently, in the subsequent development, we assume that Uint = H and where the caret (^) means per unit mass. As shown in Appendix B, a differential change in temperature, dT, produces a corresponding change in the internal energy per unit mass, where C is the constant pressure heat capacity (assumed to be constant). The total internal energy of the liquid in the tank is:
Model Development (cont’d.) An expression for the rate of internal energy accumulation can be derived from Eqs. (2-29) and (2-30): Note that this term appears in the general energy balance of Eq. 2-10. Suppose that the liquid in the tank is at a temperature T and has an enthalpy, . Integrating Eq. 2-29 from a reference temperature Tref to T gives, where is the value of at Tref. Without loss of generality, we assume that (see Appendix B). Thus, (2-32) can be written as:
Model Development (cont’d.) For the inlet stream Substituting (2-33) and (2-34) into the convection term of (2-10) gives: Finally, substitution of (2-31) and (2-35) into (2-10)
Degrees of Freedom Analysis for the Stirred-Tank Model: 3 parameters: 4 variables: 1 equation: Eq. 2-36 Thus the degrees of freedom are NF = 4 – 1 = 3. The process variables are classified as: 1 output variable: T 3 input variables: Ti, w, Q For temperature control purposes, it is reasonable to classify the three inputs as: 2 disturbance variables: Ti, w 1 manipulated variable: Q
Stirred-Tank Heating Process (cont’d.) Case 2: Variable Holdup, V Tank holdup vary with time, based on four assumptions; • Assumptions: • Perfect mixing; thus, the exit temperature T is also the temperature of the tank contents. • The liquid holdup V is constant because the inlet and outlet flow rates are equal. • The density and heat capacity C of the liquid are assumed to be constant. Thus, their temperature dependence is neglected. • Heat losses are negligible.
Model Development The overall mass balance; (2-37) The energy balance for the current stirred-tank heating system can be derived from Eq. 2-10 in analogy with the derivation of Eq. 2-36. We again assume that Uint = H for the liquid in the tank. Thus, for constant ; (2-38) From the definition of and Eq. 2-33 and 2-34, it follows that; (2-39)
Model Development (cont’d.) where wi and w are the mass flow rates of the inlet and outlet streams, respectively. Substituting (2-38) and (2-39) into (2-10) gives; (2-40) Next we simplify the dynamic model. Because ρ is constant, Eq (2-37) can be written as; (2-41) The ‘chain rule’ can be applied to expand the left side of (2-40) for constant C and ; (2-42)
Model Development (cont’d.) From Eq. 2-29 or 2-33, it follows that . Substituting this expression and Eq. 2-33 and 2-41 into Eq. 2-42 gives; (2-43) Substituting (2-43) into (2-40) and rearranging give; (2-44) Rearranging (2-41) and (2-44) provides a simpler form for the dynamic model; (2-45) (2-46)
Liquid Storage Systems Figure 2.5 A liquid-level storage process.
Model Development A typical liquid storage process is shown in Fig. 2.5, where qiand q are volumetric flow rates. A mass balance yields: (2-53) Assume that liquid density is constant and the tank is cylinderical with cross-sectional area, A. Then the volume of liquid in the tank can be expressed as V = Ah, h is the liquid level (or head). Thus, (2.53) becomes; (2-54)
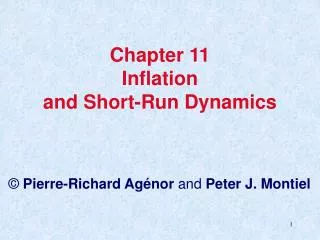
Continuous Stirred Tank Reactor (CSTR) Fig. 2.6. Schematic diagram of a CSTR.
CSTR: Model Development • Assumptions: • Single, irreversible reaction, A → B. • Perfect mixing. • The liquid volume V is kept constant by an overflow line. • The mass densities of the feed and product streams are equal and constant. They are denoted by r. • Heat losses are negligible. • The reaction rate for the disappearance of A, r, is given by,
CSTR: Model Development (continued) • Unsteady-state mass balance (2-64) Because r and V are constant, (2-65) • Unsteady-state component balance (2-66)
Assumptions for the Unsteady-state Energy Balance: 8. 9. 10. 11. 12.
CSTR Model: Some Extensions • How would the dynamic model change for: • Multiple reactions (e.g., A → B → C) ? • Different kinetics, e.g., 2nd order reaction? • Significant thermal capacity of the coolant liquid? • Liquid volume V is not constant (e.g., no overflow line)? • Heat losses are not negligible? • Perfect mixing cannot be assumed (e.g., for a very viscous liquid)?