Download

1 / 65
690 likes | 1.02k Views
Get Introduction and Implementation of the Lean 5S by AddValue Consulting.

E N D
“5-S Methodology” by Best Performing Consulting Organization AddingValueInTotality!!
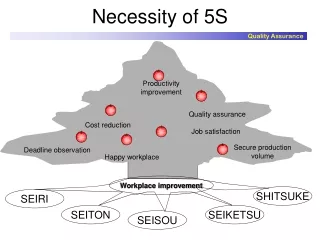
Introduction to 5S • 5S is an approach originally developed in Japan for better house keeping. Now it is been utilized for keeping better work place.It includes 5 steps which are to be followed sequentially. • Following Japanese terms collectively are as called 5S • 1S - Seiri or Sort • 2S - Seiton or Set In Order • 3S - Seiso or Shiny Clean up • 4S - Seiketsu or Standardize • 5S - Shitsuke or Sustain • By Implementing 5S one will get to know how cleanliness, orderliness, safety practises and better work environment results in increased free space, higher yield and transparency in work.
Requirements of 5S • To implement 5S following are the requisites • Consciousness for • Strong determination • Training • Constant Efforts • Ability to • Judge what is important • Attention to details • Continuous implementation through total employee participation and better communication
1st ‘S’ – Seiri or Sort It aims at taking out unnecessary items and dumping it into garbage(i.e Red Tagging) Step 1 : Tagging the following • Not needed at all • Needed But Not Now • Needed But Not Here • Needed But Not So Much Quantity Step 2 : Entry in Red tag Register Step 3 : Assign Red Tag area and dump the scrap
Tools Step 1 Step 2 Step 3
What do we attach red tags to ? • Red tag anything that is not needed ! • In manufacturing departments that means checking stock, machines, equipment, particular locations such as shelves , etc. • In clerical departments it includes documents, stationery and machines . • However, you should never ever red tag people, even if you are sometimes tempted to!
Key Indicators • Indicators of success • Decrease in unnecessary items and reserved stocks • Reduction in sq.ft area consumed • Checklist – • Do you find items scattered in your workplace? • Are the boxes ,papers and other items left in a disorganized manner? • Are there equipment and tools on the floor ? • Are all items sorted out and placed in designated spots? • Are tools and stationary properly sorted and stored ?
Result from Seiri Created free space
SEIRI - Removed Unwanted Items Cash flow improved!
2nd ‘S’ – Seiton or Set In Order • It aims at arranging the necessary items in proper order so that they can be easily picked up for use • Steps for Seiton • Systematic Arrangement is a form of standardization • 3 Keys are the basic rules for Storage • Fixing Position • Fixing Quantity • Signs for Storage of Work-in Progress
Systematic Arrangement KEYWORD 3 POINTS 3 KEYS • Can see • Can take out • Can return • Where?.. Fix position • What? …Fix items • How many? Fix quantity - Anybody - Immediately 3 KEYS It answers the question What items are to be kept ,where and in how much quantity ?
Rules for Storage • Search – Free • Count – Free • Air – Free • Climb – Free • Bend – Free • First – In, First – Out • Heavy/ Tall Things On Bottom Shelves • Fast Moving Materials Close To Point-of-use/ Point-of-issue • Adequate Lighting • Adequate Ventilation
Fixing Position Block tables Street numbers Address of bin: A32=Block A, Street 3, House 2 House numbers
Fixing Quantity • Limit the size of storage places and shelves. • Clearly indicate minimum and maximum stock quantities : Maximum – red Minimum – Green • A mark is better than numbers. • Quantity should be clear at a glance , without the need for counting.
Rules for deciding where: Usage frequencyRules for deciding where 1. Every day - Within “Prime Real Estate” of User (exclusive use) 2. Occasionally -Within the gemba (to be shared by people at the gemba) 3. Seldom -Within the company/unit (to be shared by all in company) • Avoid use of horizontal surfaces for hand tools and light material generally not applicable to direct material. • Each piece of an item should be kept separately, as far as practicable. • Introduce Kanban cards to facilitate re-ordering in stores.
Tools • For Eg. Colour coding for files/tools, tool organizer to organize tools, shelf colour/tagging etc. • The purpose of 5S Seiton is to find a place for everything within your working area, everything should be located as close as possible to where it is needed and at a location that is both safe and easily reached • Following are few eg.
Examples After Before
Search Time Elimination Fan & Electrical Switches Identified
Shadow Boards Only shadow .. Empty board Shadow board with tools
Identity at empty place You know who has taken the file
Operation Standards At Operator’s Eye Level
Marking Reference Materials with an Oblique Line Out of Order In-Order
Seiton for Store • Warehouse is where material is dumped in any quantity. • Store has Reserved Seats. • Make your Store: • Search free • Air free • Climb/Bend free • Count free • FIFO
Seiton When bin is empty, card is placed here, to be picked up periodically by Purchase Two-Bin System Kanban card
Seiton Oil Storage Systematic Arrangement Transparent containers litres marked; red= reorder Drip catcher
Seiton • Success Indicator • Reduction in handling/searching time • Checklist • Are passage ways and storage places clearly indicated? • Are commonly used tools and stationery separated from those seldom used? • Are containers and boxes stacked up properly? • Are fire extinguishers and hydrants readily accessible? • Are there grooves, cracks or bumps on the floor which hinder work or safety?
3rd ‘S’- Seiso or Shiny Clean up 1/2 • Clean your workplace so that there is no dust. In workplace, it becomes easy to trace leaks, cracks etc. • This stage has two goals: • Determine and gain agreement on the desired level of cleanliness • Learn how to make new routines so this will become standardized (in the Seiketsu stage) • Several questions help this stage to be more than just "polish until it shines for inspection": • How much cleanliness is required for safety, for ease of use, and to minimize equipment breakdown? • How clean should the environment be for comfort and morale?
Seiso 2/2 • How will cleanliness improve product quality? • While cleaning, do we notice maintenance issues that should be addressed? Cleaning Targets • Surroundings • Equipment • Storage Areas
Surroundings : What to Clean ? • Floors • Work areas • Aisles • Walls • Pillars • Ceilings • Windows • Rooms • Electric Lights
Maintaining A Spotless Workplace • Are there any unnecessary items around you ? • Are all files & folders immediately accessible ? • Is cleaning done every morning ? • Is clearing up done every day after work ?
Consolidating Daily Cleaning Procedures • The purpose of cleaning is to get rid of all dust and dirt and keep the workplace spotless. • Do you clean your workplace every day? • Decide what to clean. • Decide who is in charge of each cleaning task. • Decide on cleaning methods. • Prepare cleaning tools and equipment. • Implement cleaning.
Identifying abnormality during Shine • After the cleaning is done, special care should be taken: • 1. To reorganize problem areas • 2. Fix equipment that may be leaking • 3. Take steps necessary to ensure that the problem will not persist in the future.
Example of ‘3S’ Factory Surroundings
Front area and Scrap yard are comparable SCRAP YARD FACTORY ENTRANCE
Shine in heavy machines Machine lifted above the floor… … easy to clean from 6 sides
Appropriate light for workplace Transparent Sheets Dark to bright
Seiton • Indicators of Success • Reduction in machine downtime • Increased life of machine parts • Reduction in number of accidents • Reduction in rejection/rework • Checklist • Are the floor surfaces dirty ? • Are machines and equipment dirty? • Are wires and pipes dirty or stained? • Are machine nozzles dirtied by lubricants and ink ? • Are shades, light bulb and light reflectors dirty?
4th ‘S’- Seiketsu or Standardize • This phase draws on the notes from the Seisostage • A practical target is to have all workers take five minutes every day to tidy up after themselves including the time to complete and sign the checklists • By dividing the work among all the employees: • No-one has a huge burden • No-one seems unproductive • Morale improves because everyone has a common purpose • Supervisors should monitor compliance with Seiketsu. The checklists make this both important and achievable.
What Is To Be Standardised • Workstation layout, work area layouts. • Work in Process (WIP). • Sequence of work. • Cycle time of work . • Material and tools used. • Machines and their process parameters. • Quality parameters, methods of measurement, reaction plan and reporting method. • “ What, Where, When, Who & How ” of work .
Methodology to practice ‘4S’ • Preparation of S.O.P.( Standard Operating Procedure) for all the activities to be carried out to maintain 1S,2S, & 3S. • Following areas shall be covered while preparing S.O.P. : • Machine & Equipment maintenance. • Manufacturing Processes maintenance. • Work Place maintenance. • Quality Standards and Procedures maintenance.