Download
1 / 1
10 likes | 177 Views

E N D
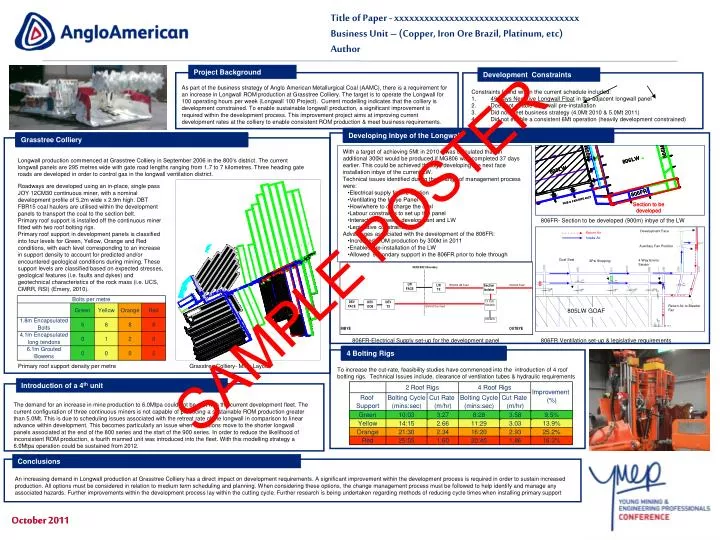
As part of the business strategy of Anglo American Metallurgical Coal (AAMC), there is a requirement for an increase in Longwall ROM production at Grasstree Colliery. The target is to operate the Longwall for 100 operating hours per week (Longwall 100 Project). Current modelling indicates that the colliery is development constrained. To enable sustainable longwall production, a significant improvement is required within the development process. This improvement project aims at improving current development rates at the colliery to enable consistent ROM production & meet business requirements. Project Background With a target of achieving 5Mt in 2010 it was calculated that an additional 300kt would be produced if MG806 was completed 37 days earlier. This could be achieved through developing the next face installation inbye of the current LW. Technical issues identified during the change of management process were: •Electrical supply for the section •Ventilating the Inbye Panel •How/where to discharge the coal •Labour constraints to set up the panel •Interaction between development and LW •Legislative constraints Advantages associated with the development of the 806FR: •Increased ROM production by 300kt in 2011 •Enabled pre-installation of the LW •Allowed secondary support in the 806FR prior to hole through Grasstree Colliery Developing Inbye of the Longwall Conclusions An increasing demand in Longwall production at Grasstree Colliery has a direct impact on development requirements. A significant improvement within the development process is required in order to sustain increased production. All options must be considered in relation to medium term scheduling and planning. When considering these options, the change management process must be followed to help identify and manage any associated hazards. Further improvements within the development process lay within the cutting cycle. Further research is being undertaken regarding methods of reducing cycle times when installing primary support Title of Paper - xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx Business Unit – (Copper, Iron Ore Brazil, Platinum, etc) Author Development Constraints • Constraints found within the current schedule included: • 49 Days Negative Longwall Float in the adjacent longwall panel • Does not enable Longwall pre-installation • Did not meet business strategy (4.0Mt 2010 & 5.0Mt 2011) • Did not enable a consistent 6Mt operation (heavily development constrained) Longwall production commenced at Grasstree Colliery in September 2006 in the 800’s district. The current longwall panels are 295 metres wide with gate road lengths ranging from 1.7 to 7 kilometres. Three heading gate roads are developed in order to control gas in the longwall ventilation district. Roadways are developed using an in-place, single pass JOY 12CM30 continuous miner, with a nominal development profile of 5.2m wide x 2.9m high. DBT FBR15 coal haulers are utilised within the development panels to transport the coal to the section belt. Primary roof support is installed off the continuous miner fitted with two roof bolting rigs. Primary roof support in development panels is classified into four levels for Green, Yellow, Orange and Red conditions, with each level corresponding to an increase in support density to account for predicted and/or encountered geological conditions during mining. These support levels are classified based on expected stresses, geological features (i.e. faults and dykes) and geotechnical characteristics of the rock mass (i.e. UCS, CMRR, RSI) (Emery, 2010). SAMPLE POSTER 806FR- Section to be developed (900m) inbye of the LW 806FR-Electrical Supply set-up for the development panel 806FR Ventilation set-up & legislative requirements 4 Bolting Rigs Primary roof support density per metre Grasstree Colliery- Mine Layout To increase the cut-rate, feasibility studies have commenced into the introduction of 4 roof bolting rigs. Technical Issues include, clearance of ventilation tubes & hydraulic requirements Introduction of a 4th unit The demand for an increase in mine production to 6.0Mtpa could not be met with the current development fleet. The current configuration of three continuous miners is not capable of producing a sustainable ROM production greater than 5.0Mt. This is due to scheduling issues associated with the retreat rate of the longwall in comparison to linear advance within development. This becomes particularly an issue when operations move to the shorter longwall panels associated at the end of the 800 series and the start of the 900 series. In order to reduce the likelihood of inconsistent ROM production, a fourth manned unit was introduced into the fleet. With this modelling strategy a 6.0Mtpa operation could be sustained from 2012.