Download

1 / 7
70 likes | 90 Views
Screen printing is a versatile process that equipment designers and ink chemists have adapted for artistic, graphics, and industrial applications.

E N D
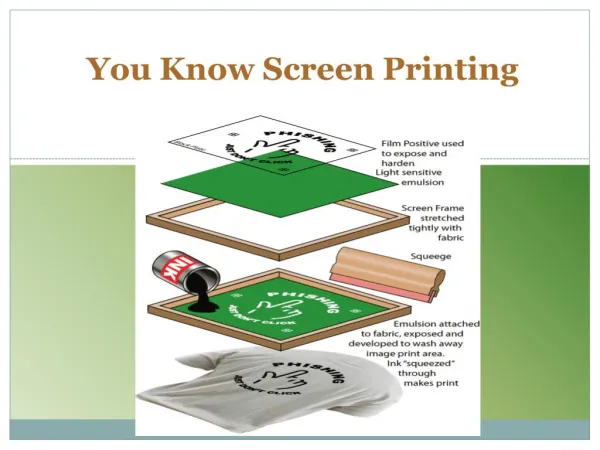
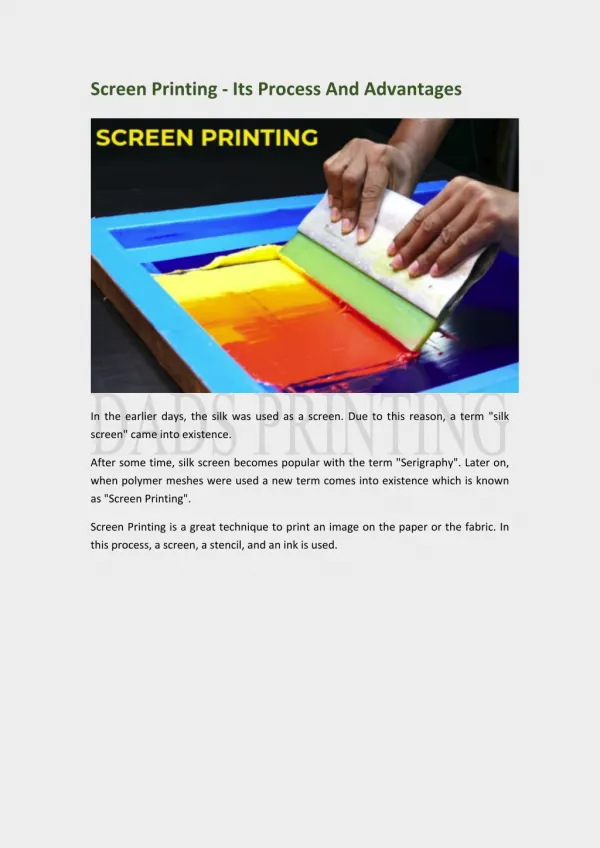
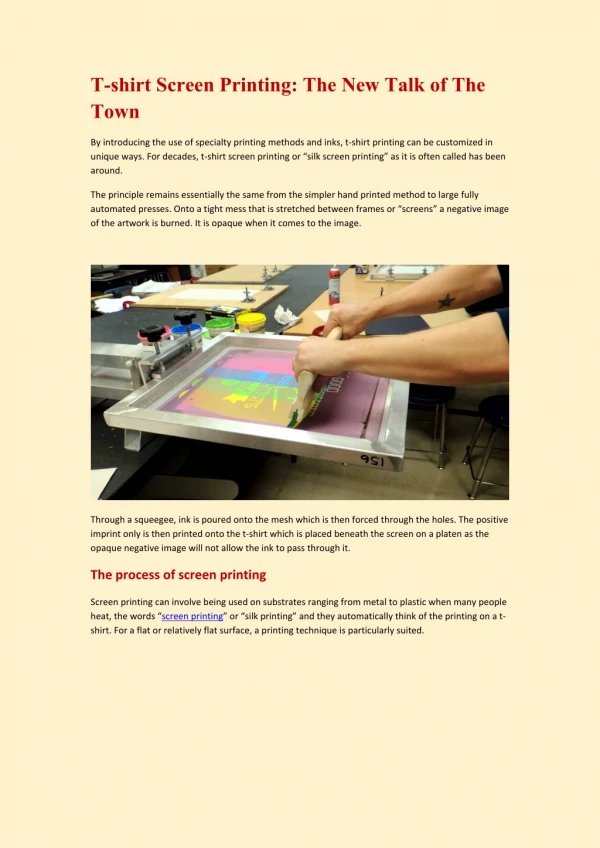
What is Screen Printing? Screen printing (also known as silkscreen printing or serigraphy) is a versatile process for decorating small or moderate volumes of packaging, labels, graphics, garments, and other products. The process has been adapted to use a variety of ink types to print on paper, rigid and flexible sign materials, fabrics, garments, metals, plastics, films, glass, ceramics, and three-dimensional objects. Screen printing is used to print original art, reproductions, posters, decals, indoor and outdoor fabrics, wallcoverings, electronic circuits, bottles, tubes, labels, glassware, dishes, and many three-dimensional items. Screen printing is also used to print the membrane switch control panels used in thousands of industrial, electronic, and consumer devices. How it Works When a squeegee pushes a paste-like ink through the openings in a mesh screen on top of a print substrate, the ink is only deposited in areas in which the mesh openings aren’t blocked by a hardened emulsion. Each ink color in a design requires its own screen.
Variables that affect the process include the type and viscosity of the ink, the type of emulsion used to coat the screen, the composition of the screen mesh, the angle and hardness of the squeegee blade, and the pressure and speed of each stroke of squeegee across the mesh. Types of Presses In a manual press, the press operator performs all of the steps in the process, including loading each screen and physically pulling the squeegee across the screen. Automatic or semi-automatic presses incorporate different levels of automation for higher-speed printing. For example, the squeegee may be mechanically controlled at specific
speeds and pressures. Or, the products being decorated are automatically moved from one ink station to the next. On a carousel press, the printing beds rotate around a central hub. Different ink color is applied at each stop in the rotation. In an in-line press, the items being printed move from one print station to the next in a straight line. In-line screen presses are used for large-format graphics.
Flatbed presses are used for circuit boards, nameplates, panels, flexible membrane switches, glass, and ceramics On a rotary press, the screen is wrapped around a cylinder that houses the ink-feed system and the squeegee blade. The ink is applied as fabric or wallcovering material is transported beneath each cylinder. Prepress Setting up screen printing jobs can be labor-intensive, particularly for multi-color jobs. Steps involved in preparing each screen include: creating a film positive; degreasing the screens; applying the emulsion; drying the emulsion-coated screens; pre-registering the film positives onto the coated screens; exposing (“burning”) the film positive onto the screen; and washing the uncured emulsion from the exposed screens. A film positive is solid black ink on a clean, semi-rigid clear film. Specialized software and inkjet-printable films make it possible to use wide-format inkjet printers for this step. The black ink covers all areas of the design that will be printed in a specific color of ink. The opacity of the inks on the film keeps the desired areas of the screen open when an emulsion-coated screen is exposed to UV light. Registration marks are inkjet printed on the film outside the margins of the design to ensure the design will be properly aligned on the screen for accurate printing. The emulsion is a photosensitive chemical that hardens when exposed to UV light. When the UV light passes through the clear areas of the film positive, emulsion binds to the mesh and solidifies. The hardened emulsion prevents ink from flowing through the screen during printing. Before the emulsion is applied, the screen must be degreased with cleaning agents to remove oils, dust, and dirt that might keep the emulsion from fully bonding with the screen. After a thin layer of emulsion is applied to the screen, the screens are dried in a dark room where the emulsion won’t be affected by ultraviolet light.
Then, the film positive is taped to the screen and pre-registered so that the registration marks on the film align with registration marks on a template for the item to be decorated. In a dark room, the emulsion-coated screens are exposed to controlled amounts of light. The exposure time varies depending on which emulsions, inks, and exposing systems are used. In a washout booth, the film positives are untaped from the screens and the uncured emulsion is rinsed away with water. At this stage, the only openings that should be visible in the screen are the areas through which the squeegee will apply the ink. Sometimes, pinholes in the screen must be repaired. Or, a hardener can be added to keep the emulsion on the screen from breaking down during longer print runs.
Screen Printing Inks Screen printing can use a range of water-based, solvent, UV-curable inks. Conductive inks are used to print electronics. The type of ink chosen depends on the performance requirements of the decorated items. For example, screen-printed glassware and dishes must be able to withstand commercial dishwashers. Permanent decals on truck fleets or industrial equipment may need to last at least 10 years. Fine text printed on plastic tubes for shampoos and lotions shouldn’t rub off when the tube is filled, shipped, shelved, and purchased. Garment decorators use plastisol, water-based, or discharge inks depending on how they want the garment to look and feel. Plastisol inks are popular because of their thick, durable, and easy to mix. Because they need heat to dry, the inks can stay on the screen without drying out. Water-based inks soak into the fabrics of the garments being decorated, so the printed garment doesn’t feel stiff where layers of ink have been applied. Discharge inks remove the color of the fabric where it is applied and replaces it with the pigment in the ink. Special-effect inks can add dimensional textures, metallic effects, neon colors, or glitter to garments or apparel. Substrates Screen-printing inks are formulated to adhere to many substrates without the use of pretreatments. Substrates that can be screen-printed include: acrylic; anodized aluminum; cardboard; coated and uncoated cardstock; coated metal; coated and uncoated paper; fiber drums; fiberboard; glass; polycarbonate; pressure-sensitive vinyl; stainless steel; static-cling films; styrene; top-coated polyester; treated polyethylene banner materials; Tyvek; uncoated cardstock; rigid vinyl; vinyl decals; and wood. Textile screen-printing inks can decorate cotton, cotton/poly blends, acetates, linen, polyester and Lycra blends, and more.
Post-Print Processes Screen-printing inks must be fully cured or they won’t adhere properly when the printed item is exposed to abrasion, water, or chemicals. Many screen-printing shops use systems in which the printed items are transported on a conveyor belt through a drying chamber. Flash-curing units can be used to partially dry one color of ink before the next color is applied. If a screen for a specific job won’t be needed to future reprints, the screens can be “reclaimed” by removing the inks and emulsions. Trends in Technology To reduce costs and boost productivity, devices have been developed to automate labor-intensive processes such as screen coating, registration, exposure, rinsing, and reclaiming. Computer-to-screen (CTS) systems eliminate the need to make film positives. CTS devices print light-blocking, water-based black inkjet inks directly from a computer file onto a dried emulsion-coated screen. CTS systems have become more reliable, less expensive, and faster and enable screen-printing shops to reduce labor costs while improving print quality and efficiency. Hybrid screen-printing systems combine the versatility of screen printing with the full-color capabilities of inkjet printing. Garment decorators can apply a white underbase layer of screen printing inks to a wide range of textiles, then digitally print four-color images on top of the underbase. A final layer of screen-printing inks can add textures or glitter to make unique designs that direct-to-garment inkjet printing systems can’t yet match. Using LED lighting systems to dry inks, expose screens, and cure emulsions reduce energy consumption and the amount of heat that is generated. UV-LED screen printing inks are popular for decorating heat-sensitive films and plastics used in packaging as well as bottles and cylindrical objects. Follow Us on Social Media This post is part of a series we’re producing to explain the basics of different analog and digital printing processes. At the end of this series, we’ll review the strengths and limitations of each process, provide helpful glossaries, and talk about pricing models. Follow Ordant on LinkedIn, Facebook, or Twitter to learn when the next post in this series is published.