Download
1 / 50
500 likes | 691 Views
CHEE 370 Waste Treatment Processes. Lecture #22 Anaerobic Digestion. Sludge Handling. “50% of the cost, 90% of the headache” Process Objectives: Reduce the volume (Remove water) Reduce the organic content Reduce # of micro-organisms and pathogens. “Stabilize the Sludge”.

E N D
CHEE 370Waste Treatment Processes Lecture #22 Anaerobic Digestion
Sludge Handling • “50% of the cost, 90% of the headache” • Process Objectives: • Reduce the volume (Remove water) • Reduce the organic content • Reduce # of micro-organisms and pathogens “Stabilize the Sludge”
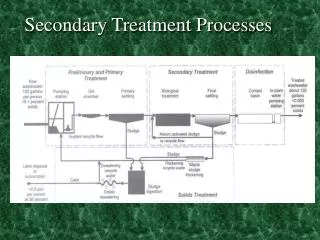
Sludge Thickening • Wasted sludge (both primary and waste-activated) is “thickened” - the solids content is increased by removing some of the liquid • Makes handling the sludge more manageable • Reduces the required size for the anaerobic digesters and storage tanks • Minimizes the energy requirements for subsequent processes such as heat drying • Typically accomplished by physical means
Read textbook pages 1488 - 1489. Metcalf and Eddy
Gravity Thickening Metcalf and Eddy
Centrifugal Thickening Metcalf and Eddy
Sludge Primary sludge ~ 45,000 mg/L solids Contains untreated biodegradable material Thickened wasted activated sludge ~ 40,000 mg/L solids Contains active biomass
Anaerobic Digestion • Involves methanogenic bacteria which grow on very simple carbon sources • 2 General Types of Methanogens: • H2-utilizing methanogens 4 H2 + CO2 CH4 + 2H20 • Acetoclastic methanogens CH3COOH CH4 + CO2 • Strict anaerobes (O2 is lethal)
Anaerobic Digestion • Anaerobic growth is a very slow process • Typically operate at higher temperatures (35 °C is optimal for methanogenic bacteria) to get high levels of conversion and minimize the reactor volume • Methanogens grow best at pH 7.0 - control the pH closely • By thickening the solids before digestion, the amount of water that needs to be heated is minimized • Reduces energy requirements and cost
Anaerobic DigestionObjectives • Destruction of organic material • Reduce the oxygen demand of the sludge - thereby making it more “stable” and suitable for release to the environment • Accomplished through oxidation • Methane is formed in the process • Methane can be used to run the heating system for the anaerobic digester • Pathogen Destruction • Anaerobic digestion at 35 °C and at a solids retention time of 15 days will lead to a high level of pathogen destruction
Anaerobic DigestionObjectives • Increase “dewaterability” of the final sludge • Wasted activated sludge cannot be thickened to more than 5% (50,000 mg/L) • Primary sludge can be thickened to as much as 6% • Sludge after anaerobic digestion can be thickened to as much as 130,000 mg/L • If dewatering is applied after digestion, the sludge can be thickened to as much as 25%
Anaerobic Digestion • Methanogenic degradation of complex substrates requires a concerted effort of many bacterial species • Three Stage Process: • Hydrolysis and Fermentation • Acetogenesis and dehydrogenation • Methanogenesis
Step 1Hydrolysis and Fermentation • Performed by various facultative bacteria • Does not reduce the COD of the sludge • Carbohydrates simple sugars • Proteins amino acids • Sugars and amino acids fatty acids and alcohols (fermentation) • Lipids long chain fatty acids • Hydrolysis of lipids is the rate-limiting step • Important for the design of the digesters
Step 2Acetogenesis and Dehydrogenation • Organic acids and alcohols are further degraded by bacteria to produce acetic acid and H2 4 H2 + CO2 CH4 + 2H20 CH3COOH CH4 + CO2 • Virtually all COD into the digester ends up as methane • Methanogenic bacteria have a very low yield - only a small amount of biomass is produced Step 3 Methanogenesis
Anaerobic Digestion • Decomposition of organic and inorganic matter in the absence of oxygen • Main process used for the stabilization of sludge from municipal WW treatment • Advances in the design of digesters have made the process relatively economical • There are beneficial uses for the digested sludge • Methane produced in the digestion can be used as fuel
Heterotrophs vs Methanogens Tables 8-10 and 10-10 in the text provide ranges for other parameters.
Effect of H2 • Effective anaerobic digestion requires a diverse microbial community • Hydrogen gas partial pressure is the key to balancing the reactions and populations present in the reactor • Formation of acetic acid and H2 by anaerobic oxidation is inhibited by high ppH2 • Methanogens cannot use organic acids other than acetic acid • H2-utilizing methanogens must remove H2 as fast as it is produced to allow anaerobic oxidation to proceed
Effect of pH • Acid forming bacteria (pH 4.5 - 5) are much more tolerant of low pH than methanogens (pH 7.0) • Production of volatile fatty acids (VFAs) decreases the sludge pH • Normally counterbalanced by buffering associated with cellular CO2 production • Imbalances reduce the pH of the system, impairing methanogenesis • “Stuck” or “Sour” digester • Compounding problem - requires immediate attention
Effect of Temperature • Acid forming bacteria have a much higher maximum specific growth rate (max) that changes more dramatically with temperature, as compared to methanogens • Where: • kT = reaction-rate coefficient at temp. T (C) • k20 = reaction-rate coefficient at 20 C • = temperature-activity coefficient • T = temperature (C)
Digester Design Factors • ******Solids retention time****** • Hydraulic retention time • Temperature • Alkalinity • pH • Presence of inhibitory substances • Nutrient availability • Methane production
Single-Stage Digestion Uniform feeding is important Total solids are reduced by ~ 50 % May have fixed or floating covers (Methane + Oxygen = Trouble) Metcalf and Eddy Figure 14-20
Two-Stage Digestion Not common in current practice First tank is for digestion Second tank is primarily for storage Metcalf and Eddy Figure 14-20
Basic Model for Anaerobic Digestion (AD) • Want to know: • Quantity of solids leaving the digester • VSS and TSS destruction in the digester as a function of the SRT • How much methane is produced • Simple model: CSTR with no recycle • HRT = SRT ( = c = V/Q) • No additional equations will be provided on the equation sheet - develop the relationships from basic mass balances and understanding of the process
AD Model Assumptions • Design based on the rate-limiting step - breakdown of volatile fatty acids (VFAs) • Non-biodegradable fractions of COD remain unchanged by the digestion process • Heterotrophic bacteria only decays and the COD associated with decay will be accumulated as VFAs available to the methanogens • Complete hydrolysis and fermentation of biodegradable organic matter -> fully available to methanogens • Use the kinetics for the growth of the methanogens to determine the minimum SRT, then use this value with a safety factor to determine the operating conditions
Minimum SRT Calculation • Where: • umax,m = maximum specific growth rate for the methanogens • Kd,m = decay rate for the methanogens
Factor of Safety for Growth • It is necessary to provide a factor of safety for methanogen growth (prevent “stuck” digester) and headspace • Use a factor of safety of at least 2.5 • The ministry of the environment requires at least 15 days SRT at 35 C • Compare with your calculation and select the larger value
Heterotroph Mass Balance • Assume there is no growth - only decay • Perform a mass balance on the digester for the heterotrophic bacteria: • As the SRT increases, the amount of active heterotrophic biomass in the effluent decreases
Debris Mass Balance • Debris (XD) can enter the digester in the influent (XDo) stream and is also generated during biomass decay • Perform a debris mass balance on the digester : • Where fd = debris fraction of the degraded biomass (fd ranges from ~ 0.08 - 0.20)
VFAs for Methanogens • Multiple Sources: • Soluble biodegradable COD (Ss) • Biodegradable particulate COD (Xs) • Decay of heterotrophic biomass
Effluent VFA and Formation of Methanogenic Bacteria • CSTR without recycle
Methane Production • COD balance can be performed in order to determine the amount of methane produced • CODin = Q(SSo + XSo + XHo + XDo) • CODout = Q(Svfa + XH + Xm + XD) CODin = CODout + CODmethane produced CH4 + 2O2 CO2 + 2H2O • 64 g COD/mol CH4
Methane Production • Use the ideal gas law to calculate the volume produced per day (V=nRT/P) • Textbook example 7-9, p. 633 - Effect Of Temp! • Volume of methane produced per day: • Where mCH4 is mass-COD of CH4 produced/time
Methane Gas Production • Conversion of COD to methane gas • Consider glucose (C6H12O6) • Show: 0.35 L CH4/g COD consumed at STP
Anaerobic Treatment of a Single Compound • Assume a single substrate is fed to an anaerobic digester at a flowrate of 1 L/day and at a concentration of 10,000 mg COD/L. The effluent COD concentration is to be less than 500 mg-COD/L and the transformation will be carried out by methanogens. • REMEMBER: ALWAYS DRAW A DIAGRAM!
Determine: • The SRT [50 days] • The reactor volume [50 L] • The recommended design volume [125 L] • The volume of methane produced per day under standard conditions in the designed reactor [3.3 L/d] • Volume of methane produced at 35 ºC [3.72 L/d] • Given: • μmax= 0.15 d-1 • kd=0.03 d-1 • Kvfa=1000 mg COD/L • Ym=0.03 mg VSS/mg COD
Previously: • If Svfa,available >> Kvfa: • And:
Digester Volume • When designing the digester, it is important to include additional “head space” for the methane gas that is produced during the anaerobic digestion • Typically, an additional 25% volume is included in the design • This increase in volume does not influence the SRT
Anaerobic Treatment of Mixed Composition Sludge Consider a waste treatment plant where the primary sludge and wasted activated sludge (WAS) are blended and sent to an anaerobic digester. The combined sludge is determined to have the following characteristics:
Design of the Anaerobic Digester • The digester is to be operated at an SRT of 15 days, according to the Ministry of the Environment’s minimum regulations • Assume the following parameters apply: • max, m= 0.27 d-1, • kd,m= 0.03 d-1 • Kvfa =2000 mg COD/L • Ym= 0.03 mg COD/mg COD • kd,h = 0.22 d-1 • fd = 0.2 • VSS/TSS for particulate organic fraction = 0.90 mg VSS/mg TSS
Calculate: • Svfa,available [19590 mg-COD/L] • Confirm that the ministry guideline for the SRT is the appropriate choice for operating the system • The recommended design volume for the digester [3940 m3] • Volume of methane produced per day in the system at 35 C and 1 atm (Careful - biomass is already in COD units!) [1500 m3/d] • Svfa[1115 mg-COD/L] • Xm[382 mg-COD/L] • XD[1182 mg-COD/L]
% VSS Destruction • VSSin = 17073 mg/L (In this example) • VSSout = XH + XD + Xm + Xnon-biodeg particultes • Remember to convert from COD to VSS units • % VSS destruction ~ 54 %
% TSS Destruction • TSSin = 21619 mg/L (In this example) • TSSout = FSS + XH + XD + Xm + Xnon-biodeg particultes • Remember to convert appropriately to TSS units (given 0.9 mg VSS/mg TSS for the particulate organic fraction) • % TSS destruction ~ 47 %
Methane is a usable product, and the amount of biomass produced through AD is low, so why don’t we use it for WW treatment in general? • Slow growth kinetics requires long SRT (large reactor volumes) • High temperatures required - COD present in WW will not generate sufficient methane to heat water to 35 °C • Effluent is not of sufficient quality • Nitrifiers do not grow under anaerobic conditions • Effluent from the digester usually contains high ammonia concentrations • Liquid stream from sludge processing is usually fed back into the AS system
Sludge Handling and DisposalHeat Drying • Used to prepare the sludge for incineration or for sale as fertilizer • Sludge moisture content after drying is ~ 10% • Dried sludge is termed “biosolids” • The high cost of drying and relatively low levels of nutrients in the biosolids have limited its use as a fertilizer
Sludge Handling and DisposalIncineration • Complete oxidation of the biosolids to produce CO2, H20, and ash • Advantages: • Maximum volume reduction • Destruction of persistent pathogens and toxins • Potential to obtain energy • Limitations: • Expensive • Requires trained operators and constant monitoring • Environmental impact • Concerns with the disposal of the ashes
Ultimate Disposal • Ocean dumping of sludge is discouraged or prohibited • Lagoons can be used for sludge disposal in remote locations • Excess liquid from the lagoon is returned back to the WW treatment plant • Landfills or land application are the most commonly used methods of disposal • Landfills are used for disposing sludge, grease, grit, and other solids • Wastes are deposited in a designated area, compacted with a tractor or roller, and covered with a 30 cm layer of clean solid or composted sludge to minimize odours and prevent attracting flies, rodents etc.
Land Application • Agricultural lands, forests, golf courses, parks … • Concerns with public health risk through direct exposure or consumption of contaminated crops and groundwater • Controlling factors: • Utilization rate of nutrients by crops and vegetation • Potential of plants to uptake toxic components (mainly metals) from the sludge • Accumulation of metal and salts in the soil • Aesthetic • Standards and guidelines are developed based on toxicity studies and bioaccumulation within individual species and through food chains
ReviewAnaerobic Digestion • Decomposition of primary and wasted activated sludge (WAS) in the absence of oxygen • Uses methanogenic bacteria • Low biomass yields and methane gas production • Digester modelled as a CSTR without recycle • Design based on volatile fatty acids (from a variety of sources) as the limiting substrate
ReviewAnaerobic Digester Design • Relevant Design Questions: • How much methane is produced? • Solve using COD balance (64 g COD/mol CH4) • Quantity of solids leaving the digester? • What is the % VSS and % TSS destruction across the digester? • Important to always keep track of your units!