Download
1 / 3
590 likes | 1.9k Views
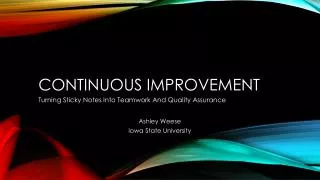
KNAUF INSULATION. DEPARTMENT LEAD. DEPARTMENT. Hot End Team. Darren Holt. Process Reduction. FOCUS AREA. Continuous Improvement One Page Report. Darren Holt. Graham Dyke. MANUFACTURING MANAGER. KAIZEN ENGINEER. M. E.

E N D
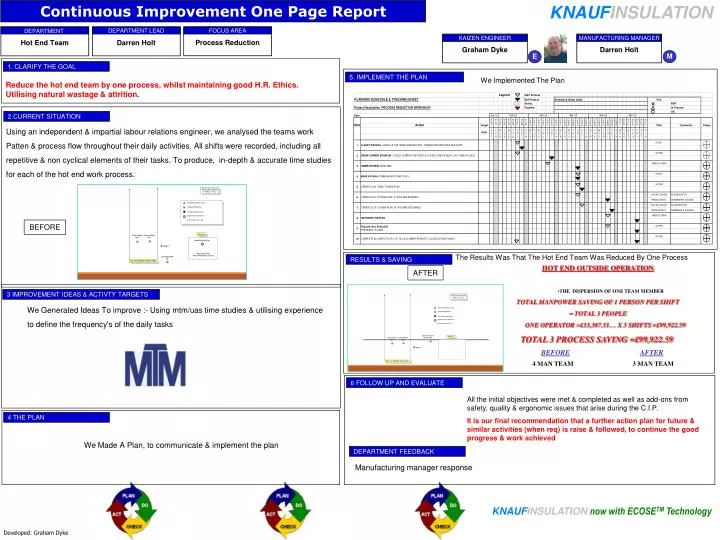
KNAUFINSULATION DEPARTMENT LEAD DEPARTMENT Hot End Team Darren Holt Process Reduction FOCUS AREA Continuous Improvement One Page Report Darren Holt Graham Dyke MANUFACTURING MANAGER KAIZEN ENGINEER M E Reduce the hot end team by one process, whilst maintaining good H.R. Ethics. Utilising natural wastage & attrition. 1. CLARIFY THE GOAL 5. IMPLEMENT THE PLAN We Implemented The Plan 2.CURRENT SITUATION Using an independent & impartial labour relations engineer, we analysed the teams work Patten & process flow throughout their daily activities. All shifts were recorded, including all repetitive & non cyclical elements of their tasks. To produce, in-depth & accurate time studies for each of the hot end work process. BEFORE The Results Was That The Hot End Team Was Reduced By One Process RESULTS & SAVING • HOT END OUTSIDE OPERATION • THE DISPERSION OF ONE TEAM MEMBER • TOTAL MANPOWER SAVING OF 1 PERSON PER SHIFT • = TOTAL 3 PEOPLE • ONE OPERATOR =£33,307.53* INC 3.8% X 3 SHIFTS =£99,922.59 • TOTAL 3 PROCESS SAVING =£99,922.59 AFTER 3 IMPROVEMENT IDEAS & ACTIVTY TARGETS We Generated Ideas To improve :- Using mtm/uas time studies & utilising experience to define the frequency's of the daily tasks BEFORE AFTER 4 MAN TEAM 3 MAN TEAM 6 FOLLOW UP AND EVALUATE All the initial objectives were met & completed as well as add-ons from safety, quality & ergonomic issues that arise during the C.I.P. It is our final recommendation that a further action plan for future & similar activities (when req) is raise & followed, to continue the good progress & work achieved 4 THE PLAN We Made A Plan, to communicate & implement the plan DEPARTMENT FEEDBACK Manufacturing manager response KNAUFINSULATION now with ECOSETM Technology