Download
1 / 49

E N D
SOLDADURA MODULO V
SOLDADURA • La soldadura es un proceso de fabricación en donde se realiza la unión de dos materiales, (generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo ambas y pudiendo agregar un material de relleno fundido (metal o plástico), para conseguir un baño de material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión fija.
PROCESOS BASICOS PARA LA SOLDADURA • A veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir las piezas de trabajo.
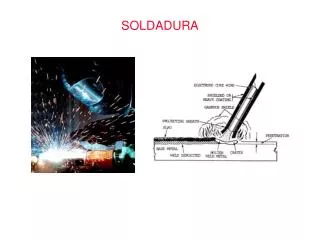
PRINCIPIO GENERAL DE LA SOLDADURA • 1. Metal de base. • 2. Cordón de soldadura. • 3. Fuente de energía. • 4. Metal de aportación.
VENTAJAS DE LA SOLDADURA • La soldadura proporciona una unión permanente. Las partes soldadas se vuelven una sola unidad. • La unión soldada puede ser más fuerte que los materiales originales, si se usa un metal de relleno que tenga propiedades de resistencia superiores a la de los materiales originales y se emplean las técnicas de soldadura adecuadas. • En general, la soldadura es la forma más económica de unir componentes, • La soldadura no se limita al ambiente de fábrica. Puede realizarse en el campo.
INCONVENIENTES EN LA SOLDADURA • DEFORMACIONES DE LAS PIEZAS QUE SE SUELDAN DEBIDO A LAS TENSIONES INTERNAS PRODUCIDAS POR EL CALENTAMIENTO PARCIAL CON EL PELIGRO DE OXIDACION DE LAS MISMAS. • POSIBILIDAD DE SOBREPASAR LAS TEMPERATURAS ADMISIBLES Y QUEMAR EL MATERIAL, DESCARBURIZANDOLO (SI ES ACERO) Y VARIANDO, POR TANTO, SUS CARACTERISTICAS. • La mayoría de las operaciones de soldadura se realizan en forma manual y son elevadas en términos de costo de mano de obra. • implican el uso de mucha energía, y por consiguiente son peligrosos. • Dado que la soldadura obtiene una unión permanente entre los componentes, no permite un desensamble adecuado. Si se requiere un desensamble ocasional de producto (para reparación o mantenimiento), no debe usarse la soldadura como método de ensamble.
TRADUCCION DE SIGLAS • GTAW (GAS TUNGSTEN ARC WELDING: SOLDADURA DE ARCO DE TUNGSTENO, PROTEGIDO CON GAS). TIG, TUNGSTENO Y GAS INERTE. • GMAW (GAS METAL ARC WELDING: SOLDADURA DE ARCO CON METAL DE APORTACION Y GAS INERTE DE PROTECCION). MIG, METAL Y GAS INERTE. • SAW (SUMERGED ARC WELDING: SALDADURA DE ARCO SUMERGIDO). • SMAW (SHIELD METAL ARC WELDING: SOLDADURA DE ARCO ELECTRICO CON ELECTRODO REVESTIDO). • RSW (RESIST SOLDERING WELDING: SALDADURA POR RESISTENCIA ELECTRICA).
SOLDADURA POR LLAMA OXIACETILENICA • CARACTERISTICAS • EL POTENCIAL ELECTRICO PARA TENER COALESCENCIA DEL METAL BASE SE OBTIENE DE LA LLAMA GENERADA EN LA QUEMA DE UN COMBUSTIBLE (GAS NATURAL, BUTANO, PROPANO, ACETILENO, GASOLINA ENTRE OTROS), EN PRESENCIA DEL OXIGENO O2. NORMALMENTE EL MATERIAL DE APORTE ES DESNUDO Y ALCANZAN TEMPERATURAS HASTA DE 3300°C DEPENDIENDO DEL MATERIAL BASE. • SE USA PARA UNION DE METALES EN ARTESANIAS, INDUSTRIALES Y OPERACIONES DE MANTENIMIENTO
SOLDADURA ELECTRICA DE ARCO CON GAS GTAW - TIG • CARACTERISTICAS. • USA UN ARCO DE ELECTRODO DE TUNGSTENO PARA CALENTAR Y UNIR LAS PIEZAS, PUEDE USARSE O NO COMO MATERIAL DE RELLENO. • SE USA CORRIENTE CONTINUA (CC) CON POLARIDAD DIRECTA (PD). • SE UTILIZA EN SOLDADURAS DE GRAN CALIDAD Y PRESENTACION. MATERIALES COMO EL ORO, PLATA, CIRCONIO, ALUMINIO, TITANIO, LATON, ACERO, AL CARBONO E INOXIDABLES.
PROCESOS DE SOLDADURAS MAS USADOS • PINZA PARA SOLDADURA DE ARCO CON GAS (GTAW – TIG)
SOLDADURA ELECTRICA DE ARCO CON GAS (GMAW – MIG) • La soldadura MIG/MAG es un proceso de soldadura por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y las piezas a unir, quedando este protegido de la atmósfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG). • SE UTILIZA POR MEDIO DE UN ELECTRODO A CORRIENTE CONTINUA PARA EL SUMINISTRO DE MATERIALE DE RELLENO Y UN GAS DE PROTECCION. • SU USO Y APLICACIÓN ESTA EN EL REMPLAZO DE LAS UNIONES REMACHADAS, CHAPAS O LAMINAS MUY DELGADAS, JUNTAS DE ESTANQUERIAS. Dirección de la soldadura 2. Tubo de contacto 3. Hilo 4. Atmósfera de gas protector 5. Baño de fusión 6. Cordón de soldadura 7. Metal de base.
SOLDADURA ELECTRICA ARCO SUMERGIDO (SAW) • soldadura por Arco Sumergido permite la máxima velocidad de deposición de metal, pueden ser posicionadas por soldar en posición plana u horizontal: vigas y perfiles estructurales, estanques, cilindros de gas, bases de máquinas, fabricación de barcos, etc. También puede ser aplicado con grandes ventajas de relleno de ejes, ruedas de ferrocarriles y polines. • se utiliza un alambre sólido recubierto por una fina capa de cobrizado para evitar su oxidación y mejorar el contacto eléctrico. • Generalmente contiene elementos desoxidantes, que junto a los que aporta él fúndente, limpian las impurezas provenientes del metal base o de la atmósfera y aportan elementos de aleación.
SOLDADURA ELECTRICA POR RESISTENCIA (RSW) • CARACTERISTICAS • La soldadura por resistencia es considerada un proceso de fabricación, termoeléctrico, se realiza por el calentamiento que experimentan los metales, hasta la temperatura de forja o de fusión debido a su resistencia al flujo de una corriente eléctrica, es una soldadura tipo autógena que no interviene material de aporte. • SE RELIZA PASANDO UNA CORRIENTE ELECTRICA A TRAVES DE DOS SUPERFICIES METALICAS EN CONTACTO Y APRETADAS, ASI EL FLUJO DE CORRIENTE ATAJADA GENERA CALOR Y FUNDE LAS PIEZAS, PROCESO DE BAJO VOLTAJE Y ALTO AMPERAJE. • SUS USOS Y APLICACIONES ESTAN EN SOLDADURAS DE LAMINAS MUY DELGADAS QUE REQUIEREN GRAN ESTETICA, SOLDADURA EN PUNTO DE CORDONES CONTINUOS.
SOLDADURA POR ARCO ELECTRICO CON ELECTRODO REVESTIDO (SMAW) • CARACTERISTICAS • La característica más importante de la soldadura con electrodos revestidos, en inglés Shield Metal ArcWelding (SMAW) o Manual Metal ArcWelding (MMAW), es que el arco eléctrico se produce entre la pieza y un electrodo metálico recubierto. • EL CALOR DE FUCION ES OBTENIDO MEDIANTE UN ARCO ELECTRICO ENTRE LA PIEZAS Y UN ELECTRODO QUE PUEDE SER DE APORTE O NO. • El recubrimiento protege el interior del electrodo hasta el momento de la fusión. • Este tipo de soldaduras pueden ser efectuadas bajo corriente tanto continua como alterna. • Además, los aceros AWS en soldadura sirven para soldaduras de baja resistencia y muy fuertes. Estas gotas de metal fundido caen recubiertas de escoria fundida procedente de la fusión del recubrimiento del arco. La escoria flota en la superficie y forma, por encima del cordón de soldadura, una capa protectora del metal fundido.
SOLDADURA POR ARCO ELECTRICO CON ELECTRODO REVESTIDO (SMAW) • CARACTERISTICAS • Como son los propios electrodos los que aportan el flujo de metal fundido, será necesario reponerlos cuando se desgasten. Los electrodos están compuestos de dos piezas: el alma y el revestimiento. • El alma o varilla es un alambre (de diámetro original 5,5 mm) que se comercializa en rollos continuos. Tras obtener el material, el fabricante lo decapa mecánicamente (a fin de eliminar el óxido y aumentar la pureza) y posteriormente lo trefila para reducir su diámetro. • El revestimiento se produce mediante la combinación de una gran variedad de elementos (minerales varios, celulosa, mármol, aleaciones, etc.) convenientemente seleccionados y probados por los fabricantes, que mantienen el proceso, cantidades y dosificaciones en riguroso secreto.
POSICIONES PARA SOLDAR • Las posiciones de soldadura, se refieren exclusivamente a la posición del eje de la soldadura en los diferentes planos a soldar. Básicamente son cuatro las posiciones de soldar y todas exigen un conocimiento y dominio perfecto del soldador para la ejecución de una unión soldadura. • En la ejecución del cordón de soldadura eléctrica, aparecen piezas que no pueden ser colocadas en posición cómoda. • Según el plano de referencia fueron establecidas las cuatro posiciones siguientes: • 1) POSICIÓN PLANA O DE NIVEL • 2) POSICIÓN HORIZONTAL • 3) POSICIÓN VERTICAL • 4) POSICIÓN SOBRE CABEZA
POSICIONES PARA SOLDAR • POSICIÓN PLANA O DE NIVEL: Es aquella en que la pieza recibe la soldadura colocada en posición plana a nivel. El material adicional viene del electrodo que está con la punta para abajo, depositando el material en ese sentido. • POSICIÓN HORIZONTAL: Es aquella en que las aristas o cara de la pieza a soldar está colocada en posición horizontal sobre un plano vertical. El eje de la soldadura se extiende horizontalmente. • POSICIÓN VERTICAL: Es aquella en que la arista o eje de la zona a soldar recibe la soldadura en posición vertical, el electrodo se coloca aproximadamente horizontal y perpendicular al eje de la soldadura. • POSICIÓN SOBRE LA CABEZA: La pieza colocada a una altura superior a la de la cabeza del soldador, recibe la soldadura por su parte inferior. El electrodo se ubica con el extremo apuntando hacia arriba verticalmente. Esta posición es inversa a la posición plana o de nivel.
POSICIONES PARA SOLDAR • PLANO HORIZONTAL VERTICAL SOBRECABEZA
TECNICA PARA FORMAR ELARCO ELECTRICO • PARA ESTABLECER EL ARCO, SE DEBE RASPAR LIGERAMENTE EL ELECTRODO CONTRA EL METAL A SOLDAR, ESTO AYUDA A CALENTAR EL ELECTRODO. • TAN PRONTO SE FORMA EL ARCO, SE LEVANTA INMEDIATAMENTE EL ELECTRODO A UNA DISTANCIA APROXIMADAMENTE IGUAL A SU DIAMETRO, SI NO SE LEVANTA SE PEGARA AL METAL Y SI SE DEJA PEGADO CON LA CORRIENTE FLUYENDO, SE CALIENTA AL ROJO VIVO. • CUANDO EL ELECTRODO SE PEGA, SE LE PUEDE SOLTAR RAPIDAMENTE TORCIENDOLO O DOBLANDOLO, SI ESTE MOVIMIENTO NO LOGRA DESPEGARLO, ENTONCES SE DEBE SOLTAR DE LA PINZA PORTA ELECTRODOS.
CONDICIONES DE HIGIENE Y SEGURIDAD • EL PISO DEL AREA DEBE SER CEMENTO, MANPOSTERIA U OTRO MATERIAL ANTINCENDIO. • EVITAR LA PRESENCIA DE MATERIALES COMBUSTUBLES O SUSTANCIAS INFLAMABLES Y DE ALTA VOLATILIDAD. • CHEQUEAR QUE LAS CONECCIONES ELECTRICAS SON CORRECTAS Y NO SOBRECARGAR LOS CABLES DE SOLDADURA. • EVITAR LAS AREAS HUMEDAS Y COMPROBAR LA CONEXIÓN A TIERRA DE LA MAQUINA. • APAGAR LA MAQUINA PARA HACER CUALQUIER CORRECCION O REPARACION. • USAR CARETA PROTECTORA Y TRAJE ESPECIAL PARA EVITAR QUEMADURAS. • PARA LIMPIAR EL MATERIAL A SOLDAR, SE DEBE QUITAR TODA LA HERRUMBRE, PINTURA, ESCAMA O POLVO DE LAS JUNTAS DEL METAL A SOLDAR Y LIBRAR DE ACEITES Y GRASAS. • ANTE CUALQUIER CONTACTO DE FUEGO QUE NO SE PUEDA CONTROLAR EN LA INMEDIATES DE LOS DIEZ (10) MINUTOS, SE DEBE NOTIFICAR A LA UNIDAD DE BOMBEROS Y/O CONTROL DE RIESGOS QUE ESTE MAS CERCANO.
ELECTRODOS • En la soldadura por arco se emplea un electrodo como polo del circuito y en su extremo se genera el arco eléctrico. En algunos casos, también sirve como material fundente. El electrodo o varilla metálica suele ir recubierta por una combinación de materiales diferentes según el empleo del mismo. Las funciones de los recubrimientos pueden ser: eléctrica para conseguir una buena ionización, física para facilitar una buena formación del cordón de soldadura y metalúrgica para conseguir propiedades contra la oxidación y otras características.
PARTES DEL ELECTRODO REVESTIDO • EL NUCLEO ES EL ALAMBRE METALICO QUE CONDUCE LA CORRIENTE ELECTRICA, SE FUNDE Y A TRAVES DE UNA CADENA DE GOTAS FORMA EL CORDON DE SOLDADURA. • EL CALIBRE DEL NUCLEO ES EL DIAMETRO DEL ELECTRODO PUEDE SER DE ACERO, ALUMINIO U OTROS MATERIALES, DEPENDIENDO DEL METAL BASE A SOLDAR. EXISTEN LARGOS DE 9” (229mm); 18” (457mm) Y HASTA 14” (356mm). • EL REVESTIMIENTO, SON MASAS DE ARENA, SALES MINERALES, CALES, QUE UNA VEZ AMASADAS COMO PASTA, SE SECAN ALREDEDOR DE LAS VARILLAS. • SU PRINCIPAL FUNCION ES FORMAR UNA ESCORIA FUNDIDA (CONCHA) PARA PROTEGER EL CORDON DE SOLDADURA Y EVITAR QUE PENETRE EL AIRE OXIDANTE Y SE HAGAN POROSIDADES, ADEMAS FACILITA LA FORMACION Y ESTABILIDAD DEL ARCO ELECTRICO.
TIPOS • SEGÚN EL REVESTIMIENTO EXISTEN LA GAMA SIGUIENTE: • A - ACIDO • B - BASICO • C - CELULOSICO • O - OXIDANTE • R - RUTILO • T - TITANIO • ELECTRODO RUTILO ES EL MAS NORMAL CON UNA AMPLIA APLICACIÓN PARA SOLDADURA DE CERRAJERIA, DEPOSITOS DE CHAPA FINA Y MEDIA, MUEBLES DIVERSOS, CONSTRUCCION DE MAQUINAS, CALDERAS QUE NO ESTEN SOMETIDAS A CONDICIONES MUY DURAS DE TRABAJO, TUBERIAS DE AGUA, ENTRE OTROS. • ELECTRODO BASICO SON LOS QUE SE EMPLEAN A NIVEL INDUSTRIAL; ES DECIR EN TRABAJOS DE GRAN ENVERGADURA, PARA CALDERAS DE MEDIA Y ALTA PRESION, CHAPAS METALICAS, TUBERIAS DE PRESION, ESTRUCTURAS Y MAQUINARIAS PESADAS Y OTROS. LOS MAS USUALES SON RUTILO Y BASICO
SIMBOLIZACION • EN NUESTRO PAIS SE SIGUE EL MODELO EMPLEADO POR LA AWS (AMERICAN WELDING SOCIETY) PARA ESPECIFICACIONES DE METALES DE APORTE. • DE ACUERDO A ESTE SISTEMA, LA CLASIFICACION DE UN ELECTRODO SE DESIGNA CON LA LETRA “E” Y CON CUATRO (4) O CINCO (5) DIGITOS: E – XXXX. • 1.- LA LETRA “E” SIGNIFICA ELECTRODO. • 2.- LOS DOS PRIMEROS DIGITOS DE UN NUMERO DE CUATRO CIFRAS O LOS TRES PRIMEROS DE UN NUMERO DE CINCO DIGITOS, SEGÚN LA NORMA SEÑALA LA RESISTENCIA A LA TRACCION DEL METAL DEPOSITADO EN MILES DE LIBRAS POR PULGADA CUADRADA. • EJEMPLO: • E – 60XX (UNA RESISTENCIA A LA TRACCION DE 60.000 LB/PULG2 • 3.- EL TERCER O CUARTO DIGITO INDICA LAS POSICIONES EN LAS QUE DEBE EMPLEARSE EL ELECTRODO • 4.- EL ULTIMO DIGITO SE RELACIONA CON LAS CARACTERISTICAS DEL REVESTIMIENTO Y LA ESCORIA; ADEMAS CON EL TIPO DE CORRIENTE Y LA POLARIDAD A EMPLEAR
CLASIFICACION AWS DE ELECTRODOS REVESTIDOS E – 7 0 1 8 B - 3
MOVIMIENTOS DEL ELECTRODO • MOVIMIENTO DE ZIG - ZAG (LONGITUDINAL): • Es el movimiento zigzagueante en línea recta efectuado con el electrodo en sentido del cordón. Este movimiento se usa en posición plana para mantener el cráter caliente y obtener una buena penetración. Cuando se suelda en posición vertical ascendente, sobre cabeza y en juntas muy finas, se utiliza este movimiento para evitar acumulación de calor e impedir así que el material aportado gotee. • MOVIMIENTO CIRCULAR: • Se utiliza esencialmente en cordones de penetración donde se requiere poco depósito; su aplicación es frecuente en ángulos interiores, pero no para relleno de capas superiores. A medida que se avanza, el electrodo describe una trayectoria circular.
MOVIMIENTOS DEL ELECTRODO • MOVIENTO SEMICIRCULAR: • Garantiza una fusión total de las juntas a soldar. El electrodo se mueve a través de la junta, describiendo un arco o media luna, lo que asegura la buena fusión en los bordes. Es recomendable, en juntas chaflanadas y recargue de piezas.
MOVIMIENTOS DEL ELECTRODO • MOVIMIENTO EN ZIG - ZAG (TRANSVERSAL): • El electrodo se mueve de lado a lado mientras se avanza. Este movimiento se utiliza principalmente para efectuar cordones anchos. Se obtiene un buen acabado en sus bordes, facilitando que suba la escoria a la superficie, permite el escape de los gases con mayor facilidad y evita la porosidad en el material depositado. Este movimiento se utiliza para soldar en toda posición.
MOVIMIENTOS DEL ELECTRODO • MOVIMIENTO ENTRELAZADO: • Este movimiento se usa generalmente en cordones de terminación, en tal caso se aplica al electrodo una oscilación lateral, que cubre totalmente los cordones de relleno. Es de gran importancia que el movimiento sea uniforme, ya que se corre el riesgo de tener una fusión deficiente en los bordes de la unión.
FACTOR DE SELECCIÓN DE LA INTENSIDAD DE CORRIENTE • LA INTENSIDAD DE CORRIENTE (AMP) DE SOLDEO DEPENDE DE LOS SIGUIENTES FACTORES: • TIPO DE ELECTRODO • DIAMETRO DEL ELECTRODO Y ESPESOR DEL REVESTIMIENTO • ESPESOR DE LA CHAPA O MATERIAL A SOLDAR • POSICION DE SOLDEO Y TIPO DE CORDON • TEMPERATURA A QUE ESTA LA CHAPA • POR EXPERIENCIA EL SOLDADOR ES QUIEN DEBE CONOCER SEGÚN LA FUSION DEL ELECTRODO, CUANDO LA IMTENSIDAD DE LA CORRIENTE ES O NO LA CORRECTA.
FACTOR DE SELECCIÓN DE LA INTENSIDAD DE CORRIENTE • DIAMETRO DEL ELECTRODO(mm) 3.25 4 5 6 7 8 INTENSIDAD MINIMA (AMP) 100 140 160 215 280 350 INTENSIDAD MINIMA (AMP) 100 140 160 215 280 350 “ESTAS INTENSIDADES SON ESTABLECIDAS COMO UNA ORIENTACION PARA LA SOLDADURA HORIZONTAL”