Download
1 / 39
390 likes | 415 Views
Statistical Process Control. ( SPC). Statistical Fundamentals. Reasons for Failure of Statistical Tools Lack of knowledge about the tools; therefore, tools are misapplied. General disdain for all things mathematical creates a natural barrier to the use of statistics.

E N D
Statistical Fundamentals • Reasons for Failure of Statistical Tools • Lack of knowledge about the tools; therefore, tools are misapplied. • General disdain for all things mathematical creates a natural barrier to the use of statistics. • Cultural barriers in a company make the use of statistics for continual improvement difficult. • Statistical specialists have trouble communicating with managerial generalists. • Statistics generally are poorly taught, emphasizing mathematical development rather than application.
Statistical Fundamentals • Reasons for Failure of Statistical Tools (continued) • People have a poor understanding of the scientific method. • Organizations lack patience in collecting data. All decisions have to be made “yesterday.” • Statistics are viewed as something to buttress an already-held opinion rather than a method for informing and improving decision making. • People fear using statistics because they fear they may violate critical statistical assumptions.
Statistical Fundamentals • Reasons for Failure of Statistical Tools (continued) • Most people don’t understand random variation resulting in too much process tampering. • Statistical tools are often reactive and focus on effects rather than causes. • People make mistakes with statistics, because of Type I error (producer’s risk) and Type II error (consumer’s risk). These erroneous decisions can result in high costs or lost future sales.
Statistical Fundamentals • Understanding Process Variation • All processes exhibit variation. • Some variation can be controlled and some cannot. • Two types of process variation • Random • Non-random • Statistical tools presented here are useful for determining whether variation is random.
Statistical Fundamentals • Random variation • Random variation is centered around a mean and occurs with a consistent amount of dispersion. • This type of variation cannot be controlled. Hence, we refer to it as “uncontrolled variation.” • The statistical tools discussed in this context are not designed to detect random variation. • Non-random variation • Non-random or “special cause” variation results from some event. • The event may be a shift in a process mean or some unexpected occurrence.
Statistical Fundamentals Random Variation
Statistical Fundamentals Non-random Variation
Statistical Fundamentals • Process Stability • Means that the variation we observe in the process is random variation (common cause) and not non-random variation (special or assignable causes). • To determine process stability we use process charts. • Process charts are graphs designed to signal process workers when non-random variation is occurring in a process. • Sampling Methods • Process control requires that data be gathered. • Samples are cheaper, take less time and are less intrusive than 100% inspection.
Statistical Fundamentals • Sampling Methods • Random samples • Randomization is useful because it ensures independence among observations. To randomize means to sample is such a way that every piece of product has an equal chance of being selected for inspection. • Systematic samples • Systematic samples have some of the benefits of random samples without the difficulty of randomizing. • Sampling by Rational Subgroup • A rational subgroup is a group of data that is logically homogenous; variation within the data can provide a yardstick for computing limits on the standard variation between subgroups.
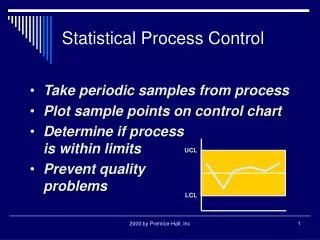
Process Control ChartsSlide 1 of 18 • Statistical Process Control Charts • Tools for monitoring process variation. • The figure on the following slide shows a process control chart. It has an upper limit, a center line, and a lower limit. • Variables and Attributes • To select the proper process chart, we must differentiate between variables and attributes. • A variable is a continuous measurement such as weight, height, or volume. • An attribute is the result of a binomial process that results in an either-or-situation.
Process Control ChartsSlide 2 of 18 Control Chart
Process Control ChartsSlide 3 of 18 Variables and Attributes Variables Attributes X-bar (mean or average) P (proportion defective) R (range) np (number defective) MR (moving range) C (number conforming) S (standard deviation) U (number nonconforming)
Process Control ChartsSlide 4 of 18 Central Requirements for Properly Using Process Charts 1. You must understand the generic process for implementing process charts. You must know how to interpret process charts. You need to know when different process charts are used. You need to know how to compute limits for the different types of process charts. 2. 3. 4.
Process Control ChartsSlide 5 of 18 • A Generalized Procedure for Developing Process Charts • Identify critical operations in the process where inspection might be needed. These are operations in which, if the operation is performed improperly, the product will be negatively affected. • Identify critical product characteristics. These are the aspects of the product that will result in either good or poor function of the product. • Determine whether the critical product characteristic is a variable or an attribute.
Process Control ChartsSlide 6 of 18 • A Generalized Procedure for Developing Process Charts (continued) • Select the appropriate process control chart from among the many types of control charts. This decision process and types of charts available are discussed later. • Establish the control limits and use the chart to continually monitor and improve. • Update the limits when changes have been made to the process.
Process Control ChartsSlide 7 of 18 • Understanding Control Charts • A process chart is nothing more than an application of hypothesis testing where the null hypothesis is that the product meets requirements. • An X-bar chart is a variables chart that monitors average measurement. • Control charts draw a sampling distribution rather than a population distribution. • Control charts make use of the central limit theorem, which states that when we plot sample means, the sampling distribution approximates a normal distribution.
Process Control ChartsSlide 8 of 18 • X-bar and R Charts • The X-bar chart is a process chart used to monitor the average of the characteristics being measured. • To set up an X-bar chart • Select samples from the process for the characteristic being measured. • Then form the samples into rational subgroups. • Next, find the average value of each sample by dividing the sums of the measurements by the sample size and plot the value on the process control X-bar chart.
Process Control ChartsSlide 9 of 18 • X-bar and R Charts (continued) • The R chart is used to monitor the dispersion of the process. It is used in conjunction with the X-bar chart when the process characteristic is a variable. • To develop an R chart • Collect samples from the process and organize them into subgroups, usually of three to six items. • Next, compute the range, R, by taking the difference of the high value in the subgroup minus the low value. • Then plot the R values on the R chart.
Process Control ChartsSlide 10 of 18 X-bar and R Charts
Process Control ChartsSlide 11 of 18 • Interpreting Control Charts • Before introducing other types of process charts, we discuss the interpretation of the charts. • The figures in the next several slides show different signals for concern that are sent by a control chart, as in the second and third boxes. • When a point is found to be outside of the control limits, we call this an “out of control” situation. • When a process is out of control, the variation is probably no longer random.
Process Control ChartsSlide 12 of 18 Control Chart Evidence for Investigation (1/2)
Process Control ChartsSlide 13 of 18 Control Chart Evidence for Investigation (2/2)
Process Control ChartsSlide 14 of 18 • Implications of a Process Out of Control • If a process loses control and becomes non-random, the process should be stopped immediately. • In many modern process industries where just-in-time is used, this will result in the stoppage of several work stations. • The team of workers who are to address the problem should use a structured problem solving process.
Process Control ChartsSlide 17 of 18 • x-bar and s Charts • When dispersion of the process is of particular concern the s (standard deviation) chart is used in place of the R chart. • Different formulas are used to compute the limits for the x-bar chart.
Process Control ChartsSlide 18 of 18 • Other Control Charts • Moving Average Chart. The moving average chart is an interesting chart that is used for monitoring variables and measurement on a continuous scale. • The chart uses past information to predict what the next process outcome will be. Using this chart, we can adjust a process in anticipation of its going out of control. • Cusum Chart. The cumulative sum, or cusum, chart is used to identify slight but sustained shifts in a universe where there is no independence between observations.
Some Control Charts Concepts for VariablesSlide 1 of 4 • Choosing the Correct Variables Control Chart • Obviously, it is key to choose the correct control chart. Next slide shows a decision tree for the basic control charts. This decision tree helps to show when certain charts should be selected for use. • Corrective Action. • When a process is out of control, corrective action is needed. • Corrective action steps are similar to continuous improvement processes.
常見管制圖種類 典型管制圖圖例
常見管制圖之中心線 (C.L.),上下管制線(UCL與 LCL)計算公式表
Some Control Charts Concepts for Variables • Corrective Action (continued) • Correction action steps : • Carefully identify the problem. • Form the correct team to evaluate and solve the problem. • Use structured brainstorming along with fishbone diagrams or affinity diagrams to identify causes of the problem. • Brainstorm to identify potential solutions to problems. • Eliminate the cause. • Restart the process. • Document the problem, root causes, and solutions. • Communicate the results of the process to all personnel so that this process becomes reinforced and ingrained in the organization.
Some Control Charts Concepts for Variables • How Do We Use Control Charts to Continuously Improve? • One of the goals of the control chart user is to reduce variation. • Over time, as processes are improved, control limits are recomputed to show improvements in stability. • As upper and lower control limits get closer and closer together, the process improving. • Two key concepts: • The focus of control charts should be on continuous improvement. • Control chart limits should be updated only when there is a change to the process. Otherwise any changes are unexpected.
Some Control Charts Concepts for Variables • Tampering With the Process • One of the cardinal rules of process charts is that you should never tamper with the process. • You might wonder, Why don’t we make adjustments to the process any time the process deviates from the target? • The reason is thatrandom effects are just that—random. This means that these effects cannot be controlled. • If we make adjustments to a random process, we actually inject nonrandom activity into the process.
Process CapabilitySlide 1 of 3 • Process Stability and Capability • Once a process is stable, the next emphasis is to ensure that the process is capable. • Process capability refers to the ability of a process to produce a product that meets specifications. • Six-sigma program such as those pioneered by Motorola Corporation result in highly capable processes.
Process CapabilitySlide 2 of 3 Six-Sigma Quality
Effects of a 1.5 sigma shift where only 3.4 ppm fail to meet specifications.