Download
1 / 25
270 likes | 1.05k Views
Total Petrochemicals Elastomers licensing history. Origin of the technology : startup of the Antwerpen plant ( now Atofina Elastomers ) in 1968 under a Phillips Petroleum Cy license, 50 kt/a, SBR. Revamps in 1978, 1981, 1988. Now SBR,SBS, K-resin like polymers.

E N D
Total Petrochemicals Elastomers licensing history • Origin of the technology : startup of the Antwerpen plant ( now Atofina Elastomers ) in 1968 under a Phillips Petroleum Cy license, 50 kt/a, SBR. Revamps in 1978, 1981, 1988. Now SBR,SBS, K-resin like polymers. • Other Phillips licensees : Calatrava plant, Spain, 1966, 105 kt/a ( now Dynasol ) Negromex, Mexico, 1968, 55 kt/a ( now Dynasol ) JEC, Japan, 1969, 32 kt/a ANIC, Italy, 1972, 25 kt/a ( now Polimeri Europa ) • Technology rights acquired by (then) Petrofina in 1986 from Phillips Petroleum Cy. • Licensed by Total Petrochemicals Elastomers : Woronez, Russia, 1993, 30 kt/a SBS LG Chemicals, South Korea, 30 kt/a, 1995, SBS Maoming, the PRC, 50 kt/a, 1997, PBD(10)-SBR(30)-SBS(10) • 2 plants closed down : Phillips Borger plant, 48 kt/a, transferred to TSRC, Taiwan PACL, 23 kt/a, Australia
Operating experience in Antwerpen • Operating since 1968, there have been no serious injuries or fatalities at the plant ( 36 years of operations ) • During the plant’s lifetime, large modifications have been implemented : • Shift product range from SBR to SBS, PBD and block copolymers ( 1970-ies ) • Shift towards SBS copolymers and some diblock copolymers ( 1990-ies-now ) • Implementation of process improvements ( external flashing of reactors, preconcentration, solution recycle ) • Plant automation using computer based controls instead of pneumatis between 1981 and 2004 ( still ongoing ) • Addition of a high styrenics polymer line in 1988, with a direct desolventising system. • Addition of homogenisation silo’s. • Actual plant capacity : 100 kt/a.
Production of Elastomers (General overview) Reactor & blending section storage of monomers Purification of monomers Bulk homogenisation ( optional) Steam destillation packaging Finishing (Anderson, French, Welding Engineers)
Plot Plan Elastomers Logistic Center Homogenisation silos Warehouse Styrene&Chem. storage Solvent storage Finishing & Finishing Control Room Fuel storage Butadiene storage Solvent/Monomer Purification Main Control Room Boilers Reaction area Strippers Blendtanks 50 m
Raw Materials • 1,3 Butadiene: • - Either 100% (extracted) butadiene or a selectively hydrogenated C4 cut from a • cracker unit can be used. • Atofina’s Antwerpen Elastomers plant uses hydrogenated C4 coming from upstream naphta crackers/hydrogenation units (Fina Antwerp Olefins) • Switch to extracted butadiene is being designed for implementation and startup early 2005. • Typical composition (average January1999-June 2000): • 1,3 Bd: 45 %wt. • Butenes: 47 %wt • Butanes: 8 %wt • 1,2 Bd: 1320 ppm - removed by destillation • Vinyl Ac.: < 0.2 ppm • Ethyl Ac.: 10 ppm - removed by destillation • Propadiene: 240 ppm - removed by destillation • Carbonyls (MethylEthylCeton, aceton, acetaldehyde): 97 ppm (partly removed by destillation)
Raw Materials • Styrene • purity > 99.8 %wt • TBC: 10 - 15 ppm • max. H2O content: 150 ppm (typical: 50 ppm) • Solvent(typical composition) • cyclohexane: 82 %wt. • n-hexane: 14 %wt. • Raffinate-1 or isobutane : 3%wt • Polar additives ( ppm range ) are used as kinetics accelerator.
dry butadiene: (typical 1999-2000) - 49 %wt 1.3 Bd - 0.1 ppm 1,2 Bd - 0.5 ppm ViAc - 0.7 ppm EtAc - <2 ppm propadieen - 7 ppm carbonyls (as acetaldehyde) Purification of butadiene by destillation ( for hydrotreated C4 ) Boilers (C3=,..) H20 to sewer V= 800 m³ V= 320 m³ Boilers (1,2 Bd, C8..) V= 800 m³ Dry butadiene to reactors wet butadiene Boilers (1,2 Bd, C8..)
Purification of butadiene by mole sieves/alumina (for Extracted butadiene, >99% conc ) Boilers (C3=,..) H20 to sewer V= 800 m³ V= 320 m³ Alumina / Mole Sieves beds (TBC and oxygenates removal) V= 800 m³ Dry butadiene to reactors Dry butadiene : 60% weight 1,3 C4= ( diluted with isobutane ) Expected impurity levels : < 0.5 ppm
to reactors Purification of styrene • Removed impurities : • H2O • TBC V= 45 m³ V= 800 m³ Activated alumina dryers dry styrene ( typically 5°C ) wet styrene
To reactors Purification of solvents by destillation C4’s/Isobutane is recycled H2O to sewer Removed impurities : H2O, 1,3buta dimer, Aox traces Styrene monomer V= 900 m³ V= 800 m³ wet solvent dry solvent V= 900 m³ V= 800 m³ boilers
blendtank off-gas recovery Reactorsection • 3 reactorlines: External Reactor Capa (T/d) • Flashtanks Cycle time • line A: 3*35 m³ Yes 120-170 min (HSE) ~130 T/d • line B: 3*35 m³ No ~85 min(SBS) 75~125 T/d • line C:2*45 m³ Yes 65 ~ 90 min(SBR/SBS) 120~165 T/d reactor overhead to C4/C6 splitters monomer butadiene styrene solvent initiator others V= 75m³ p= 2 barg V= 45m³ p= 80 mbarg Reactor ( 35-45m³ ) • 3 blendtanklines: • line A: 3*300 m³ • line B: 3*300 m³ • line C: 3*400 m³ flashtanks blendtank strippers / desolventiser Antioxydant
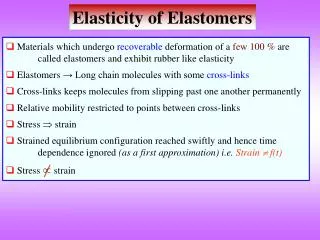
Reaction Control & Optimisation – Atofina technology • “Solution recycle” technique ( energy saving ) • Fully automated operations (computer control, PCS7 by Siemens) • Very flexible product switch : recipe ( and sequence ) changes done in 5 minutes – no reprogramming needed. • External flashing system for capacity increase through cycle time reduction.
“Solution recycle” technique • = Replace part of the solvent by rubber solution from reactors • higher polymer concentration • energy savings (stripping steam!) • limited by final solution viscosity reactor Aox, additives Blending tanks “Solution recycle”( rubber solution)
Treatment of flashed-off gases from reactors C4 C4 storage Condensed flashed gases (C4+C6) Reactors( avoid underpressure) Dry solvent C6
Blending of reactors Blendtank « being homogenised/ analysed » Blendtank « stripping » Blendtank « being filled » AOX, additives Reactor discharge Preconcentration/Stripping
Strippers – solvent removal (steam destillation) • Stripper • Polymer feed : 4 ~5 t/h • Polymer solution concentration : 18 ~25% filter condensor vapours 1st stripper Solvent decanter V= 45 m³ T° ~ 90°C V= 45 m³ T° ~ 110°C Solvent solution of blendtanks HP steam wet solventtanks H20 via crumbtank to finishing oil recycle water (of finishing) 2nd stripper Dispersing additive Dispersing agent
Finishing : rubber drying equipment • Different technologies available, each offering specific advantages • Drying equipment design not a Total Petrochemicals activity • Main rubber drying equipment vendors : Anderson, French and Welding Engineers. • Own ( Antwerpen ) experience : Anderson and French equipment, Welding Engineers through LG licensee.
Drying equipment from Anderson Crumbtank 3 ~ 8 % crumb conc. Water content: 92 ~ 97 % Johnson Screen + vibrating shaker screen Water content: ~ 50 % Spiral elevator topexpeller Water content: < 0.8% Water content: ~ 8% (normally), upper limit20 % skimmer tank Middle expeller Water content: ~ 2% (normally), upper limit 15 % expander recycletank • Top & Middle expeller • 90 kW hotbox Crumb handling • Expander • 400 kW • Turbulator T°: 155°C ~175°C recycle water to strippers
Drying equipment from French Crumbtank 3 ~ 8 % crumb conc. Water content: 92 ~ 97 % Johnson Screen + vibrating shaker screen Water content: ~ 50 % Spiral elevator Dewaterer Water content: < 0.8% Water content: ~ 2% normally, upper limit 15% Dryer • Dewaterer • 375 kW recycletank skimmer tank Crumb handling hotbox • Dryer • 840 kW • Dieplate T°: 145°C ~175°C recycle water to strippers
Packaging • Packaging without homogenisation • Bales - blocks of compressed rubber, film wrapped, packed in boxes • Crumb/pellets: boxes, bags ( 15-25 kg ) on pallets, big-bags ( up to 750 kg ) • Packaging with homogenisation ( developed by Atofina ) • Can only be done on Crumb/pellets • Advantages : • homogenised lots of ~100T ( 1 day production on a line ), less administration • daytime packaging possible ( reduction in personnel cost ) • Packaging equipment failure does not necessitate drying line stop • packaging types : same as crumbs/pellets above, plus bulk containers
Homogenisation and packaging outsourcing Homogenise at AFE (operational since 03/1998) Package at ELC (operational since 05/2000) Using conveyor belts
Crumb blending silos : specifics • Finaprene crumbs are fluffy and sticky : • low bulk density (200-300) • bad flow properties ( sticking ) • vibrating discharge devices do not work properly (dampening of vibrations by rubber) • Efficient Blending needs “shearing” flow, not funnel flow • avoid segregation (granulometry, fines, …) • Influence of storage time (up to 132 h) • Tests performed at external testing facilities • Special silo technologies needed : • overcome bridging problems during emptying • ensure shearing flow (for blending)
Crumb silos :test results. Finaprene grades (SBS - crumbs) : very high « critical diameters »
Silo discharge device • This technology is used for extremely bad flow characteristics
Fin.line A (Anderson) Fin.line B (Anderson) Bags Big Bags Bulk Bags Big Bags Bales Current process at Atofina’s Antwerp elastomers plant Internal Packaging 30 kT/y Reactorline A Blendtankline A Stripperline A Fin.line C 30 kT/y (French) External Packaging Reactorline B Blendtankline B Stripperline B Homogenisation 40 kT/y Homogenisation Reactorline C Blendtankline C Desolventiser 100 kT/y