Download
1 / 14
140 likes | 342 Views
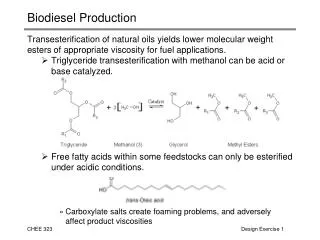
Ultrasonication process for improved biodiesel production. Peng Wu, Eric A Grulke University of Kentucky August, 2006. Background. Overall reaction two-phase reaction Mass transfer is a key factor, rate-limited by the interfacial area Two kind of agitation: ultrasound and impeller

E N D
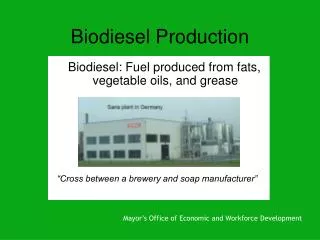
Ultrasonication process for improved biodiesel production Peng Wu, Eric A Grulke University of Kentucky August, 2006 commonwealth chemical traders burlington,ky
Background • Overall reaction two-phase reaction Mass transfer is a key factor, rate-limited by the interfacial area • Two kind of agitation: ultrasound and impeller • Measure the droplet size distribution to compare the mixing efficiency of impeller and ultrasound commonwealth chemical traders burlington,ky
Stabilization of methanol droplet in oil Span 60 Span 80 MO-7S commonwealth chemical traders burlington,ky
Efficiency of the surfactants Food dye added to MeOH to show phase separation MO-7S is the best choice to stabilize methanol droplet in oil commonwealth chemical traders burlington,ky
b 92 inch L 61inch 60 inch D T Baffles 4 inch 15.5” Tank design K102 tank structure data Model tank L = 9.1 - 9.6 inch; T = 6.0 – 6.3 inch; D = 2 inch Baffle-width = 0.4 - 0.42 inch ---- four baffles commonwealth chemical traders burlington,ky
Experiments UP 400S from Hielscher, horn diameter 1.5cm, operating frequency 24kHz Impeller, turbine type, six flat blades Solid recirculating chiller Particle size distribution: quasi-elastically scattered light using 90 plus / BI-MAS particle size analyzer commonwealth chemical traders burlington,ky
Parameters of power consumption power consumption P Froude number Reynolds number C: a constant : density of the liquid : viscosity of the liquid N : speed of the impeller d: diameter of the impeller g: gravitational acceleration commonwealth chemical traders burlington,ky
Critical impeller speed critical agitator speed: agitator speed at which a separated immiscible layer disappears K: a proportional coefficient, ρc , ρd: densities of the continuous and dispersed phase µc : viscosity of the continuous phase D: vessel diameter Nc = 493 rpm commonwealth chemical traders burlington,ky
Mechanical Agitation Reproducible dispersions were not found for input energies < 0.5 106 J/m3 Model : log D = a + b log E • Increasing the speed of impeller decreases the minimum droplet size • The deviation between the experimental data and model decreases with increasing impeller speed commonwealth chemical traders burlington,ky
Mechanical Agitation --- 300 rpm Below the critical agitator speed, MeOH droplets are not stable even with the assistance of surfactant Mixing efficiency is poor commonwealth chemical traders burlington,ky
Ultrasonication Particle size vs. input energy With the assistance of ultrasonication, methanol can be dispersed to droplets averaging 140 nm in a short time ( < 2 min) commonwealth chemical traders burlington,ky
Effect of ultrasound intensity on particle size distribution input energy (90 106 J/m3) • The higher the input intensity, the smaller the particle size • Increasing the intensity up than 70W will have little effect on breaking methanol droplet into smaller ones commonwealth chemical traders burlington,ky
Mechanical agitator and ultrasound comparison Input energy: 10.8 106 J/ m3 • impeller --- narrow dispersion size distribution • ultrasound--- smaller methanol droplets, broader distribution commonwealth chemical traders burlington,ky
Conclusions • Ultrasound can produce small methanol droplets (~140 nm) in short time, which should lead to higher biodiesel conversion rates1414 • Critical impeller speed is determined in the small tank – 500 rpm • Combining mechanical agitator and ultrasound will hopefully improve the apparent conversion rate dramatically for scale-up commonwealth chemical traders burlington,ky