Download

1 / 17
170 likes | 357 Views
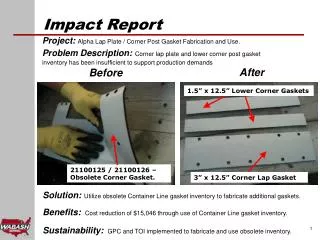
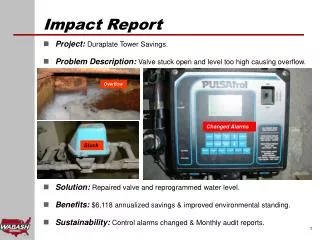
Impact Report. Project: Correct shielding gas flow at side seam welder. Problem Description: Gas line worn out and came apart at repair union. Flow rate was constant 140 CFH. After. Before. Union repaired. Gas line separated and leaking at union.

E N D
Impact Report Project: Correct shielding gas flow at side seam welder. Problem Description:Gas line worn out and came apart at repair union. Flow rate was constant 140 CFH After Before Union repaired Gas line separated and leaking at union Solution:Replace damage hose at union and secure properly. Benefits:$23,574.00 annualized savings, Improve product quality. Sustainability:Process Audits, preventive maintenance.
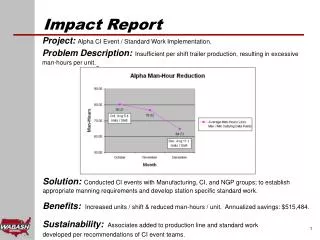
Impact Report Project: Alpha Line Couplers – Apron Floor Plate to Wrapper Strip Welding. Problem Description: The Floor Plate to Wrapper joint was welded full length, solid weld. Excessive, unnecessary weld length along with excessive heat input contributing to “Apron Lean” from weld draw. Before After Front Apron Floor Plate Welded Full Length, Solid Weld Front Apron Floor Plate Strip Welded and Caulked Solution: Changed from a full length, solid weld to a strip weld with 3 inch welds on 6” centers.Also added caulking in between the strip welds for water seal. Benefits: $11,587.07 annualized savings {cost of caulk / labor factored in}. Improve product quality. Sustainability: Product / Process design change. Process Audits. Robotic Programming password protected.
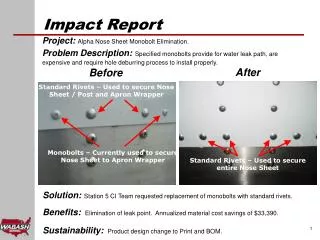
Standard Rivets Impact Report Project: Alpha Nose Post / Sheet to Apron Wrapper Rivet Water Leaks. Problem Description:Specified monobolts currently used to secure nose sheet and post to the apron wrapper are providing a leak point on Alpha trailers. After Before Monobolts – Currently used to secure Nose Sheet, Post and Apron Wrapper Solution:Requested change to standard rivet (2 per nose post) in place of mono-bolt. Benefits:Elimination of documented leak point. Material / rework cost savings of $6,011 Sustainability:Product design change.
Impact Report Project: Duraplate Panel Line 1 Rate Increase Problem Description:Duraplate panel line rate of 18.0 fpm too slow to meet capacity requirements. After Before Panel Line 1 running at 18 fpm for a cost per unit of $12.60/unit Panel Line 1 running at 22 fpm for a cost per unit of $10.65/unit Solution:Modified equipment to increase production rate by 22.22% Benefits:$1,680,921 annualized savings. Sustainability:Daily process audits/verification sheets.
Impact Report Project: Single Axle Parts Issues. Problem Description:Part was too long and required associates to modify every part used. (Part # 09700398) Solution: ECM-20476, changed 7.00 inch dimension to 6.938 inches. Benefits: Improve productivity (25 sec.) and eliminate use of welder to trim parts. Sustainability:Product Design change.
Impact Report Project: Baserail Length (Circular Saw Elimination Team) Problem Description:Baserail was coming in too long. Associates needed to cut 2.75” off of each side. Solution:Have baserail come into the proper length. Benefits:$124,134 annualized savings, reduces the need to use a circular saw. Sustainability:Product/Process design change.
Impact Report Project: Toprail Length Adjustment (Circular Saw Elimination Team) Problem Description:Toprail was coming in too long. Associates needed to cut 1.625” off of each side. 1.625” Solution:Have toprail come into the proper length. Benefits:$55,518 annualized savings, reduces the need to use a circular saw. Sustainability:Product/Process design change.
Impact Report Project: Line 5 Trailer Stands Problem Description:The previous stands were manual swing arms that drug the floor which made it very cumbersome and timely. Solution:Changed out the manual stands to stands that were pneumatic in operation. Benefits:Cut approx. 2.7 min. off of this particular associate’s job. Savings estimated to be $15,184.80. Sustainability:Permanent equipment change.
Impact Report Project: Carbon Steel Bumper End Cap Nuts – Resistance Welded. Problem Description:Nuts were being manually welded to the Bumper End Caps. Labor intensive along with waste of weld wire, gas and electricity. After Before Nut Manually Welded To Carbon Steel Bumper End Cap Resistance Welded Nut Solution:Changed from manual welding to a Resistance Welding process. Benefits:$5,408.46 annualized savings. Improve product quality. Sustainability:Work Instructions / Process Audits.
Impact Report Project: Alpha Corner Post to Nose Header Seam - Water Leak. Problem Description:Specified permacel tape not properly sized to cover Corner Lap plate. Two pieces are placed side by side and one piece is cut down by ½”. After Before Two pieces of 1.75” Wide Permacel Tape – Used to cover 3” wide Corner Lap Plate. 3” Wide Permacel Tape – To cover entire Corner Lap Plate. Solution:New 3” wide permacel tape ordered by purchasing in place of 1.75”. Benefits:Improved product quality through water leak reduction and product rework. Sustainability:Part purchased to correct size.
Impact Report Project: Couplers – Apron Floor Plate to Wrapper Strip Welding. Problem Description: The Floor Plate to Wrapper joint was welded full length, solid weld. Excessive, unnecessary weld length along with excessive heat input contributing to “Apron Lean” from weld draw. Before After Front Apron Floor Plate Welded Full Length, Solid Weld Front Apron Floor Plate Strip Welded and Caulked Solution: Changed from a full length, solid weld to a strip weld with 3 inch welds on 6” centers.Also added caulking in between the strip welds for water seal. Benefits: $69,522. annualized savings {cost of caulk / labor factored in}. Improve product quality. Sustainability: Product / Process design change. Process Audits. Robot Programming, password protected.
Impact Report Project: Floor Drill Bit Supplier Change (purchasing initiative) Problem Description:Currently spending $471,056.80 in bits/year After Before Solution:Conduct tool life study to ensure that new drill bits have adequate wear life. Benefits:Annual savings of $265,335 and 1.56 times tool life for 9/32” bits. Sustainability:Audit new bit usage.
Impact Report Project: Eliminate 2 backer plates from each fantail assembly. This project was Initiated by the Welding Techs and Product Engineering. Problem Description: Four backer plates on each fantail are unnecessary and creates additional expense. After Before 2 Backer Plates on Each End of Fan Channel 1 Backer Plate on Each End of Fan Channel Solution:Eliminate one backer plate from each end of fan channel. Change weld program on robot and modify weld fixture. Benefits:Cost savings due to reduced part usage, welding elimination and reduced weld cycle time.Estimated $110,000 annual savings due to material savings and weld reduction. Sustainability:Product/Process design change.
Impact Report Project: Sub-Assembly Part Issues. Problem Description:Assembly process requires associate to remove nut from air chamber to assemble pintle sub-assembly. Solution:Change size of hole for the air chamber rod from 7/8 in. to at least 1 1/8 in. to allow for the air chamber rod and nut to slide through hole without having to remove the nut. Benefits:Productivity increase and elimination of repetitive motion linked to this process. Sustainability:Product/Process design change.
Impact Report Project: Line 5 Roof Bow Riser Problem Description:The associates were working well below the “knees and shoulders” range making this a serious problem. Moved the roof bows up on the riser to prevent back strain Solution:Added risers in the cart rack to move the work up to a suitable level for the associate.. Benefits:Elimination of the associate being exposed to the hazard which could lead to serious back problems. Sustainability:Permanent equipment change.
Impact Report Project: Re-surface Nose Set die Driving Issue:Inconsistant rivet set from worn die face causing leaks. Forced to overset some to get all to seal. Solution:Have set die re-surfaced. Before After Benefits:Eliminate leak issue related to the nose post rivets. Sustainability:Hard tool updated causing an irreversable improvement. We also updated the work instructions and refreshed associate training.
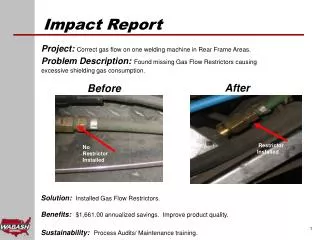
Impact Report Project: Correct shielding gas flow at cobra welder. Problem Description:Gas line came apart and would not stay on barb. Shielding gas constantly leaking. After Before Gas line separated and leaking Hose reinstalled and restrained properly Solution:Reinstall hose and secure with small wire tie. Benefits:$17,325.00 annualized savings, Improve product quality. Sustainability:Process Audits, preventive maintenance.