Download
1 / 27
270 likes | 443 Views
Film thickness- accurate expression. As earlier, angle OCA = q Let CA be produced to touch the bearing surface at B Let the angle OBC be a Therefore AB is the oil film thickness h to be found OB is the radius of the bearing R 1 and CB = CA + AB = R 2 + h = ecos q + R 1 cos a

E N D
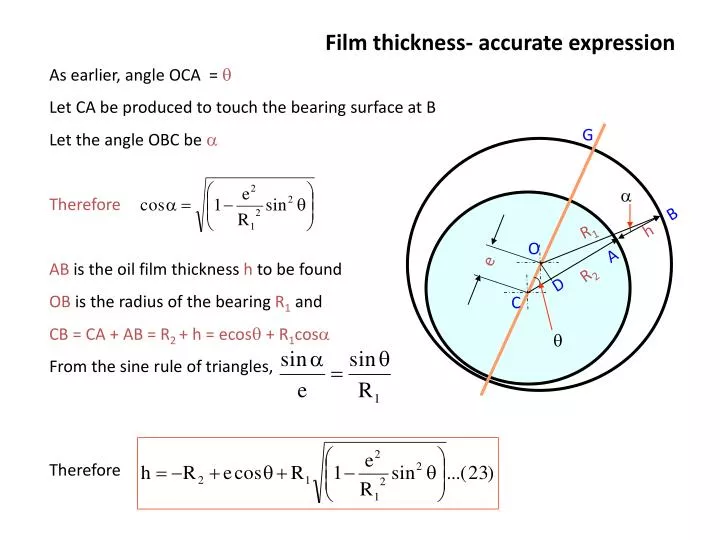
Film thickness- accurate expression As earlier, angle OCA = q Let CA be produced to touch the bearing surface at B Let the angle OBC be a Therefore AB is the oil film thickness h to be found OB is the radius of the bearing R1 and CB = CA + AB = R2 + h = ecosq + R1cosa From the sine rule of triangles, Therefore G a B R1 h O A e R2 D C q
Expanding the square root using binomial theorm and neglecting higher order terms we get Now R1 - R2 = c and eccentricity ratio e = e/c, then c/R1 is usually of the order 10-3 and therefore h can be approximated as c(1+ecosq). The maximum error occurs at q = 90o, when the simple relation gives h = c, while the more accurate one gives The film thickness is exact at q=0 and q=p and at these angles it equals c(1+e) and c(1-e) respectively
Substitution into Reynold’s equation • Reynold’s equation in one dimension is • Where • U = surface speed • h = viscosity • h = film thickness • ho = film thickness when dp/dx = 0 We will replace the linear distance x by R2q, the distance moved by theshaft periphery. For convenience we will also drop the subscript of radius Therefore x = Rq The oil film thickness was derived as h = c(1 + ecosq)
Unwrapping the oil film- circular to linear Suppose we unwrap the oil film splitting it at point G, we get a profile as below q G U q = 0 h a R1 h 0 p/2 p 3p/2 2p O A q e R2 D Substituting the values for x and h in Reynold’s equation we get C q q = p Where qo is the position where dp/dq = 0, so c(1 + ecosqo) = ho Rotation in clockwise direction
Sommerfeld substitution The above equation can be written as Where (c2/6UhR)p is written as p*, the non-dimensional pressure. The integrals of and are to be determined To solve these intergrals, Sommerfeld used the following substitution. He defined a substitution angle g such that This has the property that at q = 0, p and 2p, g also is 0, p, and 2p.
Equations based on Sommerfeld substitution On solving we get And Now Therefore and
Non-dimensional pressure It is now possible to write the equation for p* as Where C is the constant of integration Therefore We need 2 boundary conditions to evaluate go and C
Boundary conditions for C and go We put p = 0 when q = 0, g = 0. Therefore we get C = 0 The pressure equation now reads In order to evaluate go, 3 pressure conditions have been defined, 2 by Sommerfeld and 1 by Reynolds p = 0 At q = 2p(Sommerfeld) At q >= p(Half Sommerfeld) p =0 and dp/dq = 0 at a particular value of q > p(Reynolds) U h 0 p/2 p 3p/2 2p q
Applying Sommerfelds first condition Sommerfelds 1st. Condition: p = 0 at q = 2p, g = 2p, sin2p and sin 4p are 0 Therefore Which gives and If cosg and sing are replaced by the corresponding relations in q, then it is found that and
Pressure and force developed Wx Bearing • Consider a small element of shaft of surface length Rdq where R is the radius of the shaft and qis the angle traced by the shaft while rotating. • The pressure within this element is p • The resultant force per unit axial length is pRdq and will have a component along the line of centers equal to pRdqcosq and at right angles of magnitude pRdqsinq. Rdq q y Wy Shaft W Line of centers Pressure curve
Force developed • If Wx is the total integrated force in the x-direction and Wy the total integrated force in the y-direction, • Where L is the axial length considered • p does not vary with L
It has been derived earlier that p = 6Uh(R/c2)p*, it is possible to write We can also define Wx* and Wy* such that
Total load and attitude angle Wx The resultant force on the bearing W which must be equilibrated by the applied load, is Or The angle between the line of centers and the resultant load line, which is called the attitude angle denoted by y is given by Rdq q Wy y -Wx Pressure curve W
We have seen earlier that and These can be integrated by parts to give: Now, p = p* = 0 at q = 0, therefore and
Earlier it was seen that Therefore Now (from Sommerfeld’s condition) Therefore
h* = h/c = 1 + ecosq Therefore ho* = 1 + ecosqo = (1-e2)/(1+e2/2) Substituting the value of in equations (27) and (28) and using Sommerfeld’s substitution we get Wx* = Wx = 0 and
Bearing • Finally we get As , , therefore Rdq q W=Wy Y = 90o This is valid only under Sommerfeld’s first condition i.e. p = 0 when q = 0 Shaft Pressure curve
Lubricant properties • The conditions and methods for testing and determining properties of lubricants are prescribed by the American Society for Testing Materials(ASTM) • Lubricant property specifications are necessary in selection for a given requirement • Cost effectiveness should also be considered
Specific and API gravity Weight per unit volume of lubricant Specific gravity = Weight per unit volume of water (At a given temperature) American Petroleum Institute (API) has instituted the term API gravity. The formula for API gravity is: 141.5 API gravity = - 131.5 degrees Specific gravity API gravity increases as specific gravity decreases API gravity gives an indication of the type of crude 141.5 X 0.159 Barrels of crude oil per metric tonne = 1/ API gravity + 131.5
Flash point • It is the temperature at which an oil vaporizes sufficiently to sustain momentary ignition when exposed to a flame under atmospheric conditions • The lubricant is heated at a certain rate of temperature rise, until it is approximately a certain value below the expected flash point • A flame is passed over the lubricant at small temperature rise intervals thereafter • The heating rate is then reduced gradually until the flash point is reached • The temperature at which a definite, self-extinguishing flash occurs on the surface of the oil is the flash point • Flash point is found to increase with increase in viscosity
Fire point • It is the temperature at which an oil will sustain ignition continually when exposed to a flame under atmospheric conditions • The method for determining fire point is similar as for flash pt. the difference being that ignition is to be sustained for a minimum of 5s in the case of fire point • The difference between flash and fire points for the same oil ranges from 10 to 100 oF and varies with viscosity
Pour point • The lowest temperature at which an oil will flow under specified conditions • The pour point is usually to be below the temperature of the operating environment so that it can flow and function properly • Lab tests are done by raising the temperature of the lubricant above the pour point (so that it can flow), and the container is tilted to determine if it can flow • The temperature is then decreased in stages until the lubricant stops flowing when the container is tilted • This is the pour point temperature
Cloud point • The temperature at which wax precipitation starts • The oil then takes on a cloudy appearance • Is caused also due to the presence of moisture • Refrigerants that are miscible in oil tend to lower the cloud point • Operating temperature is to be kept above the cloud point
Floc point • It is the temperature at which flocculation begins to occur (formation of flakes of solute) • Usually occurs when the oil is chilled in the presence of a refrigerant • A mixture of refrigerant R-12 and oil serves as the test sample • Important where miscible refrigerants are used
Dielectric strength • A measure of the electrical insulating strength • Measured as the maximum voltage it can withstand without conducting (expressed as volts/thickness) • Less moisture- better insulators • Dehydrating techniques are used to improve the dielectric strength
Carbon residue • Carbon residue is formed by evaporation and oxidation of lubricant • The test of the tendency of a lubricant to form carbon residue is called the “Conradson” test • The test sample is heated until it is completely evaporated (cannot ignite) • The residue is cooled and weighed • Result interpreted as weight ratio of residue to oil sample