Download
1 / 26
1.47k likes | 4.49k Views
Pervaporation Overview. Pervaporation Overview. Membrane Separations. Camilo Mancera Arias Ph. D. Student Graduate Program of Chemical and Process Engineering - URV. Tarragona - 2004. A Little of History. Pervaporation Principles. Model Description. Performance parameters.

E N D
Pervaporation Overview Pervaporation Overview Membrane Separations Camilo Mancera Arias Ph. D. Student Graduate Program of Chemical and Process Engineering - URV. Tarragona - 2004.
A Little of History Pervaporation Principles Model Description Performance parameters Discussion Topics Discussion Topics Influence Parameters Membranes for Pervaporation Applications Modules Process Design Process energy requirements
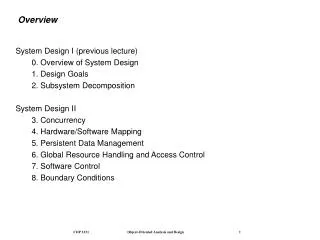
A Little of History • Was discovered in 1917 by Kober. • The first full scale plant was installed in Brazil in 1982 for the production of ethanol. • Appears as a promising and commercially competitive process for separation (more cost effective for some specific problems). Figure 1. Membrane market 1
A Little of History Comparing pervaporation with distillation. • Future potential • Significant energy savings of up to 55% could be achieved by replacing all the thermal separation processes in the EU and Norway by pervaporation. • Because pervaporation systems make use of more advanced technologies than conventional separation methods, investment costs are considered comparable. • Simple pay back times of less than 1 year have been reported for pervaporation installations. • Operation and maintenance costs (O&M) are expected to be higher than the conventional separation process. • Current position market • Actually there are 120 PV installations in used world wide. • Le Carbone-Lorraine is a very important French company that has built many of them. • Pervaporation still have to compete against other membrane separation techniques. • Market barriers • Lack of information. • Poor availability of investment capital. • Perceived risks associated with the reliability of the process. 2
Pervaporation Principles Vacuum Pervaporation • Is the only membrane process where phase transition occurs. • At least the heat of vaporization have to be supply. • The mass transport is achieved lowering the activity of the permeating component on the permeate side by: gas carrier, vacuum or temperature difference. • The driving force is the partial pressure difference of the permeate between the feed and permeate streams. • The permeate pressure has to be lower than the saturation pressure of the permeant to achieve the separation. Gas carrier Pervaporation Temperature difference Pervaporation 3 Figure 2. Schematic draws of pervaporation processes.
Mechanism of Transport • Pervaporation involve a sequence of three steps: • Selective sorption • Selective diffusion through the membrane. • Desorption into a vapor phase on the permeate side. Because of its characteristics, pervaporation is often mistakenly considered as a kind of extractive distillation but VLE Solution-Diffution mechanism. Figure 3. Comparison between VLE and pervaporation 4
Model Description There are two ways to rationalize the observed separation effects in pervaporation: • Solution-Diffusion Model • Membrane permeability is a function of solubility and diffusivity: • Diffusivity and solubility are strongly dependent of feed composition. • The liquids have more affinity towards polymeric membranes than gases (Flory–Huggins theory instead Raoult’s law). • Equation of transport: • Thermodynamic accounting approach • It’s distinguished two steps: • Equilibrium evaporation. • Membrane permeation of the hypothetic vapor. • Membrane selectivity contribution to overall separation is showed as a change of composition for the vapor phase lowering the total pressure below equilibrium vapor pressure (Thompson diagram). 5 Figure 4. Thompson diagram
Activity Profile Figure 5. Activity profile • The liquid swells the membrane in pervaporation (anisotropic swelling). • The activity of the liquid is equal to the activity on the membrane (Thermodynamic equilibrium). • The concentration of the liquid on the feed side of the membrane is maximum whilst on the permeate side is almost zero. • Flux equation (pure liquid): • The concentration inside the membrane (cim) is the main parameter, implying that permeation rate is mainly determine for the interaction membrane-penetrant. • When concentration inside the membrane increase the permeation rate also increase. ki Plasticizing constant, membrane – permeant interaction Concentration dependance diffusion coef. 6
Mixture of Liquids • For the transport of liquid mixtures through a polymeric membrane the flux can also be described in terms of solubility and diffusivity, then two phenomena must be distinguished: • Flow coupling: Is described in terms of the non-equilibrium thermodynamics and accounts for that the transport of a component is affected due to the gradient of the other component. • Thermodynamic interaction: Is a much more important phenomenon. It accounts for the interaction of one component over the membrane, it becomes more accessible to the other component(s) because the membrane becomes more swollen (the diffusion resistance decrease). Overall sorption Overall Flux Sorption selectivity Pervaporation selectivity 7 Figures 6. Mixture of liquids
Performance Parameters • Some of the most important parameters used to assess the pervaporation process are: • 1. Pervaporation selectivity: This parameter compare the analytical compositions of permeate and feed. There are two forms: • Separation factor, a: • Enrichment factor, b: Flory-Huggins Isotherm (Glassy: liquid sorption) Henry Isotherm (Rubbery: liquid and gas sorption) 2. Sorption selectivity: Permeability is function of solubility and diffusivity and both may be selective. Sorption selectivity may or may not be equal to pervaporation selectivity. Due to contribution of selective diffusivity to the overall separation effect. Langmuir Isotherm (Glassy: gas sorption) 8 Figure 7. Sorption isotherms
Performance Parameters (2) 3. Evaporation selectivity: The separation factor is considered to be a product of evaporation separation and membrane separation yields: Membrane selectivity depends on permeate pressure, while evaporation invariably enriches the more volatile solution compound. 4. Flux: Denote the amount of permeate per unit membrane area and unit time at given membrane thickness. It’s a realy important parameter for the operation of the process. Pervaporation favors the more volatile compound Pervaporation favors the less volatile compound 9
Influence Parameters • 1. Feed concentration: Refers to the concentration of the preferentially permeating (usually minor) solution component, being depleted in the process. There are two aspects to be considered:the activity of the target component in the feed and the solubility of the target component in the membrane. • Activity coefficient: The activity of a liquid solution component is given by its partial vapor pressure: • The behavior of the liquid solution is determined for the activity coefficient: • Azeotropic mixture: Positive solution non-ideality is asociated with positive azeotropes, and negative solution non-ideality is asociated with negative azeotropoes. Pervaporation can separate only positive azeotropes. • Concentration polarization: In pervaporation, a depletion of the preferentially permeating species near the membrane boundary is to be expected, limiting its polymer sorption. But depends of the concentration dependance and sign of the activity coefficient of the penetrant species. Positive deviation from Raoul’s law Negative deviation from Raoult’s law 10
Influence Parameters (2) • 2. Membrane thickness: • Refers to dry thickness. • Because flux is inversely proportional to membrane thickness, thin membranes favors the overall flux but decrease selectivity. • Thin membranes are used for low swelling glassy membranes and thick membranes are used for high swelling elastomeric membranes to maintain the selectivity. • 3. Pemeate pressure: • Permeate pressure provides the driving force in pervaporation. • The permeation rate of any feed component increases as its partial permeate pressure is lowered. The highest conceivable permeate pressure is the vapor pressure of the penetrant in the liquid feed. • The effect of this parameter on pervaporation performance is dictated by the magnitude of the vapor pressures encountered, and by the difference in vapor pressures between them. The highest vacuum feasible is 1 atm. 11
Influence Parameters (3) • 4. Temperature • Refers to feed temperature or any other representative between feed and retentate streems. • The feed liquid provided the heat of vaporization of the permeate, and in consequence there is a temperature loss between the feed and retentate stream where the membrane act as a heat exchanger barrier. • Temperature affects solubility and diffusivity of all permeants, as well as the extent of mutual interaction between them. Favoring the flux and having minor effect on selectivity. Pervaporation at elevated feed temperatures. 12
Membranes for Pervaporation Membrane Polymers: The choice of the membrane material has direct bearing on the separation effect to be achieved. Two main kinds of polymers for pervaporation may be identified: 1. Glassy (Amorphous polymers): Preferentially permeates water and follows a Flory-Huggins type sorption isotherm. Molecular motion is restricted to molecular vibrations (no rotation or move in the space of the chains) 2. Elastomeric: Polymers interact preferentially with the organic solution component, the sorption isotherm is of the Henry type. Figure 8. Amorphous polymer Polymers soft and flexible. 13
Log E glassy rubbery state state Tg T Membranes for Pervaporation (2) • Important remarks for polymer choice: • Glassy polymers may behave as an elastomer when Toperation > Tg (Swelling takes down Tg). • It’s important that membranes don’t swells too much because the selectivity will decrease drastically. • In other hand low sorption or swelling will result in a very low flux. • Crosslinking should be used only when the membrane swells excessively (p.e. High concentrated solutions). Because crosslinking has a negative influence on the permeation rate. Figure 10. Diffusivity vs degree of swelling (non porous polymers) Figure 9. Tensile module vs T. 14
Membrane Structure * Non-porous membranes. * Anisotropic morphology. * Asymmetric or composite membranes (porous top layer and open porous sublayer) Pervaporation membranes should meet: * Have a proportional thickness with performance * Not pose technical resistance to withdrawal. * Have dimensional stability under swelling conditions. The Requirements for the substructure are: * Open substructure. * A high surface porosity with a narrow pore size distribution. Mechanical resistance and swelling To minimize transport resistance and avoid capillary condensation 15 Figure 12. Non porous asymmetric membrane Figure11. Non porous composite membrane
Applications Are found usually on the chemical process industry but there are other areas for is application as: * Food. * Farmaceutical industries. * Enviromental problems. * Analytical aplications. Since there are a lot of applications there is a classification that can be useful: Polar/Non polar Volatile organic compounds from water Dehydration • Aqueous mixtures • Removal of water from organic solvents. • Alcohols from fermentation broths (ethanol, butanol, etc..) • Volatile organic contaminants from waste water (aromatics, chlorinated hydrocarbons) • Removal of flavor and aroma compounds. • Removal of phenolic compounds. • Non-aqueous mixtures • Alcohols/aromatics (methanol/toluene) • Alcohols/aliphatics (ethanol/hexane) • Alcohols/ethers (Methanol/MTBE) • Cyclohexane/benzene • Hexane/toluene. • Butane/butene. • C-8 isomers (o-xylene, m-xylene, p-xylene, styrene). } { } Aromatics/Aliphatics Saturated/Unsaturated 16 Isomers
Applications (2) Pervaporation is used mainly to remove a small amount of liquid from a azeotropic liquid mixture where simple distillation can’t make the separation. Figure 13. Pervaporation of 50-50 azeotropic mixture. Other common application is when a binary mixture as located the azeotrope somewhere in the middle of the composition range, in this case pervaporation don’t made the complete separation but break the azeotrope. Figure 14. Hybrid process distillation and pervaporation. 17
Modules The more suitable modules types are: Hollow fiber module: This module is usedwith an inside–out configuration to avoid increase in permeate pressure within the fibers, but the outside–in configuration can be used with short fibers. Another advantage of the inside-out configuration is that the thin top layer is better protected but higher membrane area can be achieved with the outside-in configuration Figure 15. Hollow fiber module. Plate and Frame: This module is mainly used for dehydration of organic compounds. 18 Figure 16. Plate and frame module.
Modules (2) Spiral wound module: This module is very similar to the plate and frame system but has a greater packing density. This type of module is used with organophilic membranes to achieved organic–organic separations. Figure 17. Spiral wound module Tubular modules: Inorganic (ceramic) membranes are produced mainly as tubes, then the obvious module is the tube bundle for applications that used this kind of membranes. On the other hand, for sweep gas pervaporation, tubular membranes conducting the gas-permeate mixture are the only option. Figure18. Tubular module 19
Process Design Pervaporation stage: Pervaporation is a cross flow operation at ambient feed pressure. The enthalpy of evaporation produces a temperature loss of the feed stream, suggesting developing the process into individual separation units interspersed with heat exchangers. The size of the separation units (membrane area) will depend on the allowable temperature drop! 20 Figure 19. Ethanol dehydration
Process Design In membrane separation cascades, the permeate of one stage constitutes the feed to a subsequent stage. The characteristics of pervaporation allow the design of pervaporation cascades for the recovery of the dilute feed components. p.e. Using an appropiate membrane, the target component is enrich in the permeate in the initial pervaporation stage and employing a different type of membrane the remaining solvent is removed from the first stage permeate, recovering the target component on the retentate of the second stage. Figure 20. Cascade configuration 21
Process Energy Requirements As partial pressure is the driven force for pervaporation and when a vacuum pump is used to adjust the partial pressure at the permeate side, then the power required is give by: Molar flow rate Isothermal efficiency There is another need of energy related to the evaporation of the permeate, here the feed stream is heat up before entering the process to supply this heat: 22
Summary • Advantages • Low energy consumption. • Low investment cost. • Better selectivity without thermodynamic limitations. • Clean and close operation. • No process wastes. • Compact and scalable units. • Drawbacks • Scarce membrane market. • Lack of information. • Low permeate flows. • Better selectivity without thermodynamic limitations. • Limited applications: • Organic substances dehydration. • Recovery of volatile compounds at low concentrations. • Separation of azeotropic mixtures. 23
Summary (2) 24