Download
1 / 11
110 likes | 135 Views
Learn about the various types of machines used in metal forming processes, including impact machines, presses, and rolling mills. Understand the different parameters involved in forging and the distinctions between shock and pressure-based machines. Explore the capabilities, advantages, and disadvantages of hydraulic and mechanical presses in industrial applications.

E N D
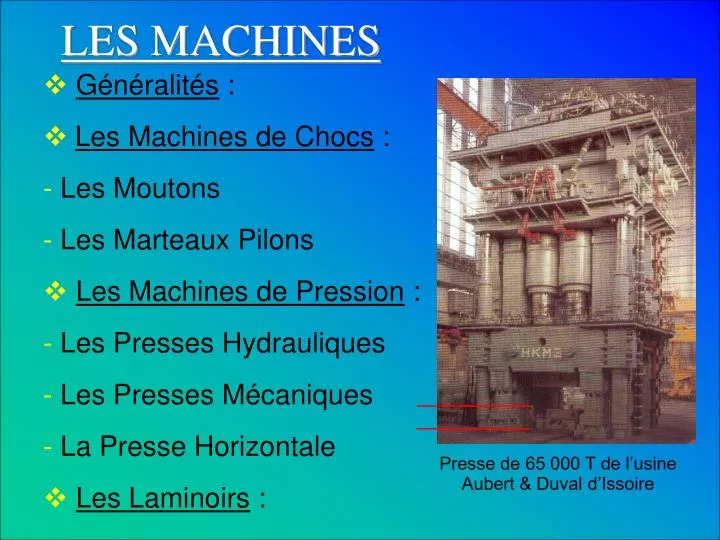
LES MACHINES • Généralités : • Les Machines de Chocs : • Les Moutons • Les Marteaux Pilons • Les Machines de Pression : • Les Presses Hydrauliques • Les Presses Mécaniques • La Presse Horizontale • Les Laminoirs : Presse de 65 000 T de l’usine Aubert & Duval d’Issoire
Généralités • But : Fournir l’énergie de déformation • Paramètres de Forgeage : Effort maximal développé, Énergie de déformation, Vitesse de déformation, Précision géométrique et dimensionnelle, Cadence. • Par chocs : Plusieurs frappes sont nécessaires dans une même gravure. Car l’effort augmente au fur et à mesure de l’étalement du métal. De ce fait, une force élevée est nécessaire pour calibrer la forme définitive. • Par Pression : Certains matériaux comme les alliages d’aluminiums ne permettent pas de grandes vitesses de déformations ( ruptures locales ).
Les Machines de Chocs • Les vitesses de déformations sont supérieures à 1 m/s • Les matrices sont jointives, • les cotes sont données par l’outillage. • Petites et moyennes séries
Les Machines de Chocs Les Moutons Principe : Chute libre d’une masse (marteau) guidée par des glissières sur laquelle est fixée la matrice supérieure. L’enclume, la chabotte (20 fois la masse du marteau) sur laquelle est fixée la matrice inférieure. Mouton à Planche
Les Machines de Chocs Les Marteaux Pilons L’effet de pesanteur est augmenté en propulsant la masse par pression hydraulique ou pneumatique. Marteau Pilon à contre frappe
Les Machines de Pression • Les vitesses de déformations sont inférieures à 1 m/s • Les matrices sont non jointives, les cotes sont obtenues par réglage du PMB • Utilisées de préférence en Matriçage et Extrusion • Petites à très grandes séries éjecteur
Les Machines de Pression Les Presses Hydrauliques Avantages : • Vitesse réglable, • Course importante, • Force constante: 6000 à 63000 KN Inconvénient : • Cadence faible, donc temps de cycle long qui échauffe et détériore les matrices
Les Machines de Pression Les Presses Mécaniques Avantages : Plus rapides que les presses hydrauliques, cadences élevées, systèmes d’alimentation automatique. Presse à vilebrequin et volant d’inertie : L’effort augmente entre le milieu et la fin de la course : 2500 à 12000 KN Presse à vilebrequin ou à excentrique Presse à vis et volant d’inertie : Ce sont les plus répandues. Pas de point mort bas, donc pas de surcharge possible, bonne maîtrise de la vitesse du coulisseau. 500 à 6000 KN Presse à vis
La Presse Horizontale C’est une presse de grandes séries, destinée aux pièces longues de révolution, avec une matrice fixe et une matrice mobile sur coulisseau latéral et des poinçons mobiles sur un coulisseau principal. F< 6300 T Les Machines de Pression
Les Laminoirs de Forge Pas de frappe, il s'agit de répartir judicieusement les masses de métal. Le laminoir à retour L’axe du lopin est orthogonal aux axes des rouleaux. Applications : Ébauches rectilignes
Le Laminoir Transversal • Principe : c’est une opération qui s’apparente au roulage. Le lopin est mis en rotation par les rouleaux et sera pénétré par les outils en un seul tour. L’axe du lopin et des rouleaux sont parallèles. La matière est repoussée longitudinalement et le diamètre d’origine réduit. • Applications : Ébauches de révolution pour estampage ultérieur : Bielles Pièces finies : Arbres de boîtes de vitesses. • Cadence : Très grandes séries 3.Zone de calibrage des diamètres 2.Zone de refoulement longitudinal de la matière 1.Zone de pénétration dans le lopin Les Laminoirs de Forge