Download
1 / 81
810 likes | 1.01k Views
QCO - Quick Change Over 快速换型. 好处:减少停机时间,增加生产计划的灵活性,减少 浪费,减少库存成本,提高运行能力. Benefits: 1. Reduced machine downtime 2. Flexibility in scheduling 3. Reduced cost of scrap 4. Reduced inventory holding costs 5. Increased capacity.

E N D
QCO - Quick Change Over 快速换型 好处:减少停机时间,增加生产计划的灵活性,减少 浪费,减少库存成本,提高运行能力 Benefits: 1. Reduced machine downtime 2. Flexibility in scheduling 3. Reduced cost of scrap 4. Reduced inventory holding costs 5. Increased capacity
外国两小时到一天,丰田一分钟以内! • 1970年,丰田公司成功地把重达800吨的机罩用冲压机的作业转换时间缩短到了三分钟。在丰田公司把这称为单一作业转换。“单一”(Single)的意思是:作业转换时间,以分钟计仅为一位数,也就是9分59秒以内。 • 现在,在许多时候已将其缩短到了一分钟以内。这就是“快餐式”作业转换。在欧美的公司,这种作业转换时间需要两小时到几小时的情况不在少数。最长的甚至需要整整一天时间。
The Definition of Change Over Time 换型时间定义 The time between the last good piece off one production run and the first piece off the next run 从完成上一个型号最后一件合格产品到生产出 下一个型号第一件合格产品所花的时间
快速作业转换 • “快速作业转换”是日本人在工业工程(IE)领域中发明的革新性概念之一。这一思路,是丰田公司的顾问新乡重夫开发的,它给现在世界IE领域的理论与实践带来了思路上的转变。 • “快速作业转换”,不应该认为是单纯的技术。这也是一个认为有必要转变一个工厂全体员工态度的概念。在日本的公司,不仅通过IE工作人员,而且还通过被称为QC小组和ZD(零缺欠)小组的现场员工的小集团活动来推进“缩短作业转换时间”。
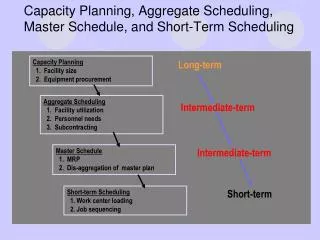
总转换时间 外部作业转换 内部作业转换 调整作业 A B C D 转换作业改善要点 • 明确区分内部作业转换和外部作业转换 • 将内部作业转换B转化为外部作业转换 • 缩短内部作业转换C • 缩短调整作业D • 缩短外部作业转换A
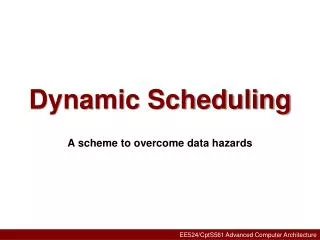
改进后的作业转换 A产品生产 内部作业转换 外部作业转换 B产品生产
内部作业转换 VS. 外部作业转换 内部作业转换 : 无论如何也不得不把设备停下来进行的作业转换。 外部作业转换 : 可以在设备运转当中进行转换。
将外部转换作业标准化 • 将准备模具、工具和材料的作业充分程序化而且必须达到标准化。 • 有必要把这种标准化了的作业写在纸上、贴在墙上,以便作业人员随时都能看到。作业人员为了掌握这些程序,必须进行自我训练。
原则: • 一旦设备停止运转,作业人员绝对不要离开设备参与外部作业转换的操作。 • 在外部作业转换中,模具、工具以及材料必须事前整整齐齐地准备到设备旁边,而且模具必须事前修理好。 • 在内部作业转换中,必须只拆卸和安装模具。
排除一切调节过程 • 作业转换工作中的调节过程,一般占整个作业转换时间的大约50%到70%。减少调节时间,对缩短整个作业转换时间是非常重要的。 ①准备材料、工夹具、安装工具 ④调整, 试加工 30% 50% 程序 ②装卸夹具、 模具、刀具 实际为95% 5% ③找正、 定尺寸 15%
Quick Change Over - 8 Steps 快速换型八步法 现场观察并写下换型步骤 STEP 1 记录时间和各种浪费 STEP 2 区分内部及外部活动 STEP 3 分析所有换型动作 STEP 4 把可能的内部动作转为外部 STEP 5 优化内外部操作 STEP 6 试验并改进新设想 STEP 7 建立和实施新的操作标准 STEP 8
Andon 板 好处: 提供下列视觉和听觉帮助: - 目前生产状态 - 库存情况 - 设备状态 - 质量状态 - 需求援助状态 - 按节拍生产状态 支持小组的 快速反应 提高运行能力 Quick Response Signal - Andon Board 快速反应信号 - Andon 板
6 Flow Cell and “U” Shape Layout柔性生产单元及U型布局 • TAKT及生产速度 • “U”型布局和连续流 • 负荷平衡 • 消除瓶颈和变差
Flow Cell Design - Objective 流动单元设计 - 目标 “The objective of flow cell design is to create a manufacturing system... 使我们有这样一个制造系统: ...which provides for the smooth, uninterrupted flow of people and material…让资源流和物流平滑而不间断地 ...from each value added operation to the next value added operation... 从增值工位到增值工位 ...at a rate equal to customer demand…以客户需求速度流动 …with the lowest life cycle cost ” 并且,使产品的生命周期成本最低
TAKT Time and Line Rate (需求)节拍与生产线速度 TAKT Time determines the rate at which work must be accomplished at each operation (Operational Cycle Time) based on the line rate. 节拍时间确定了每一工位必须完成工作的速率 (操作周期时间) TAKT is the rhythm or beat of the flow line. 节拍时间是流动线的节奏或拍子
TAKT Time and Line Rate (需求)节拍与生产线速度 可用工作时间 Takt 节拍时间 = 客户需求数量 (60 X 工作小时/天) - 休息 & 午餐& 其它停顿时间 Takt节拍时间 = 每天客户需求数量 例子: 860 分钟 (60 x 17.0) - ((15+15+30+20)x2) = 节拍时间 = 258 件 258 件 860 分钟 x 60 秒/分 ABC 装配线 节拍时间 200 秒/件 = = 258 件 争取使每一工位每3分20秒生产一件合格品
Planning with a Workable Takt 设计一个好的节拍时间 复杂度 合适区域 节拍时间 30 120 Takt Time (seconds) • 改善余地小 • 很难应付变动 • 紧张 • 太长的工作步骤,难以标准化 • 操作岗位轮换不容易 • 注意力分散
6 5 7 4 3 8 2 9 10 1 U - Shape Cell Layout and Continuous Flow “U”型布局和连续流 Why??? • Flexible Line Capacity • One - Piece Flow • Communication • Save Space • 具有柔性生产能力 • 有利于单件流 • 便于员工沟通 • 节约场地 6 5 7 4 8 3 2 9 10 1
TAKT TAKT TAKT TAKT TAKT TAKT TAKT TAKT TAKT TAKT 6 5 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 0 10 20 30 40 50 60 7 4 3 8 2 9 10 1 U - Shape Cell - High Rate Status “U”型单元 - 高速生产状态 6 5 7 4 8 3 2 9 10 1
0 10 20 30 40 50 60 TAKT TAKT TAKT 6 5 2 9 0 10 20 30 40 50 60 7 4 10 1 3 8 0 10 20 30 40 50 60 U - Shape Cell - Middle Rate Status “U”型单元 - 中速生产状态 6 5 7 4 8 3 2 9 10 1
6 5 6 5 7 4 4 8 3 7 3 9 2 8 2 10 1 9 10 1 TAKT 0 10 20 30 40 50 60 U - Shape Cell - Middle Rate Status “U”型单元 - 低速生产状态 6 5 4 3 2 1
105 件/ 每 班 操作标准分析 (OSA) 生产速率 操作者 机器 240 sec. 节拍时间 走动 空闲/等待 操作时间 # TQC NVA 时间估计 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 ( x ) 操作/工序 操作 机器 移动 拿零件,装上底座 1 13 x 2 调整间隙 15 选垫圈 26 节拍 TAKT 3 4 装垫圈 42 装大垫圈和机盖 5 22 紧定四螺钉 6 58 检查外观并装进仪器 7 14 启动仪器检测 67 8 9 18 卸下零件放进料箱 等待下一零件 10 30 总时间 作业准备时间 操作者 作业准备分析 批量大小 机器 Establish Operation Standard 建立操作标准
Line Balance – Data Collecting生产线平衡:数据收集 • Takt Time Line 节拍时间线 • Scrap 生产废品时间 • Changeover 换型时间 • Downtime 停机时间 • Cycle Time 加工合格品时间 • Load/Unload 装 / 卸料时间
Job Sequence & Balance 工作顺序及负荷平衡
Job Sequence & Balance 工作顺序及负荷平衡 数据输入区 Takt 节拍时间线 负荷时间图
How Many Operators Needed?需要多少操作工? • The number of operator is calculated by dividing the sum of the operator work ( value added + non value added )by the Module Takt Time • 操作工的数量等于总的单件产品的人工工作量除以单条生产线之节拍时间 人工工作总量(VA + NVA ) 操作工数量 = 生产线节拍时间
人 时间 机 准备下一工件 空闲 1 2 装上工件 被装上工件 3 空闲 加工 4 5 6 7 卸下工件 卸下工件 8 完成件放箱内 空闲 9 10 共同工作 单独工作 空闲 Optimize Man – Machine Operation ( Before )优化人机操作(改善前) 工作:铣平面 图号:B239/1 产品:B239铸件 机器:4号立铣 速度:80r/min 走刀量:380mm/min 制作:MIKE 日期: 2000/08/18
人 时间 机 准备下一工件 空闲 1 人 时间 机 2 装上工件 被装上工件 装上工件 被装上工件 3 1 空闲 加工 准备下一工件 加工 4 2 5 3 完成件放箱内 6 4 7 5 卸下工件 卸下工件 卸下工件 卸下工件 8 6 完成件放箱内 空闲 9 10 共同工作 单独工作 After 改善后 - 空闲
机器1 L+M 机器2 机器3 N= 机器4 L+W 机器5 工人 操作时间 机器运转时间 How Many Machine to Operate?工人操作机器数量 N —工人可操作的机器数 L — 装、卸工件时间 M —机器工作时间 W —工人从一台机器走到 另一台机器的时间
Exercise; 练习:可操作几台机器? • 装卸工件时间每台为1.41min/次; • 从一台机器走到另一台机器的时间为0.08min; • 机器自动切削时间为4.34min.
Exercise; 练习:可操作几台机器? • 装卸工件时间每台为1.41min/次; • 从一台机器走到另一台机器的时间为0.08min; • 机器自动切削时间为4.34min. 1.41+4.34 N= = 3.86 1.41+0.08
The Linearity of Labor and Output 产量和操作工数量之线性关系
T/T 消除 简化 合并 工具箱 Eliminate The System Bottleneck and Variation 消除系统瓶颈和变差 • 消灭七种浪费 • 消除六大损失 • 员工培训 • 全员参与 • 标准化操作
Workstation Readiness 工位准备状态 Visual display of the operation concentrating on the workstation It is a formalized process of evaluating the system design, ergonomics quality/error proofing, methods analysis, containerization tools, machines, equipment, and layout. - The goal is to increase the overall operational availability, safety, quality, and productivity 直观显示以工位为中心的操作。它是一种评估 系统设计、人机工程、差错预防、方法分析、 容器、工具、机器、设备和布局的过程 READY
Workstation Regularly Review对工位定期评审 • 组织3-6人的多功能团队 • 每周定期轮查工位 • 确定改善措施并进行跟踪 工位评审卡 工位 日期 人员
配料 7 Pull System and Supply Chain拉动系统及供应链 拉动系统 地址 0017-0010-002R 我们只在需要的时候发运需要的物料
The Goal For JIT Material Movement JIT物料运动的目标 • What are the goals 目标? • 在正确的时间以正确的方式按正确的路线 • 把正确的物料送到正确的地点,每次都刚 • 好及时 每次都刚好及时!
5 C B A 4 按固定路线送料的送料员按消耗数量发送物料,并将卡片放回盒中 卡片在确定的时间间 隔被拾取 3 2 Card 将卡片放进指定的槽里 1 操作工选取将要使 用的一盒物料前 11504515 零件 Delivery Routes 物料运送路线 A material replenishment system based on a predetermined delivery path and fixed start times supporting pull delivery to a specific production operations 建立在按固定路线和固定时间基础上的物料填充系统是拉动生产的条件
12:00 pm 10:00 am 11:00 am 6:00 am 7:00 am 8:00 am 9:00 am 1:30 pm 2:30 pm Receiving/Shipping Window 接收/发货窗口 12 收货时间表 9 3 6 XXXX YYYY ZZZZ AAAA 1 窗口 = +/- 15 minutes 2 闸口号 3 4 进厂 送货者 出厂 状态 实际 计划 计划 实际 6:45 6:00 7:30 XXXX YYYY 6:05 11:40 9:00 11:00 10:30
AC 53 C C B B A A Storage System 物料存放系统 Supermarket 超市 Bulk storage 大宗货物存放区 • A defined and clearly marked location for every part container to Reduce non-value added activities, Improves Response time, Support pull • 一个标明清晰的物料系统有助于消除无效的劳动,提高反应速度, • 是实施拉动系统的基础
Pull System 拉动系统 Authorized Movement Based on Consumption DELIVERY PULL 发送拉动 PRODUCTION PULL 生产拉动 物料从上工位向下工位的授权 移动以补充下工位的消耗的用量 物料从存放区向生产点的授权 移动以补充消耗的用量 EXTERNAL PULL 外部拉动 物料从外部供应商向工厂的授权 移动基于消耗,而非预测
Pull System - Material Flow and Info Flow 拉动系统:物流和信息流 Key 要点: Plant supermarket Components Assembly Material 物料 物流 Pull Card 拉动卡 信息流
Pull System - Kanban Types拉动系统:看板之种类 • In-Process (IPK) - Paces the Production 工序看板 (IPK) - “生产的节拍器” • Squares / Containers 方块/ 容器式 • Replenishment Signals - Parts flow based on Consumption补充看板 - “基于消耗量的零件流动” • 2-bin (multiple-container) • Card / container • Electronic 两箱式 (多容器) 卡片 /容器式 电子式
操作 #3 操作 #1 操作 #2 K K Pull System - How Kanban Works拉动系统:看板如何工作 当操作根据节拍时间平衡后,在工艺流程中使用“方型” 看板来作为工作与拉动零件的信号 工序看板系统 工作信号 K 拉动 不工作 开始工作 = 满看板 = 空看板 物流方向
Pull System - Support Flow拉动系统:支持流动 • What about operational imbalance? 负荷不平衡怎么办? • Line Rate = 100 units/shift 生产线速率 = 100 件/班
Pull System - Support Flow拉动系统:支持流动 • First:Eliminate NVA steps (set-up and move) 首先消除非增值的步骤 (作业准备与移动) • If cannot - 如果做不到 • Add capacity- People / Machine 增加人手和设备 • In-process KANBAN 采用工序看板
Pull System - Support Flow拉动系统:支持流动 • IPK 工序看板 • 操作#2在第一班生产100件 • 操作#3在一班结束时还有10件待加工品 • 操作#3在第二班或通过加班生产10件 • 操作#4在一班开始时有10件待加工品
用缓冲库存处理生产步伐的减慢或加速(+ 20%) 单件流延续 同样的工作/不工作信号 Pull System - In Process Kanban拉动系统:工序看板 Variable "Pace” 变化的“节拍” K K K K K K K K K 平均 1 minute "buffer"/ 6 sec TAKT = 9 or 10 1分钟 “缓冲 ”/ 6 秒的节拍 = 9 或 10件