Download
1 / 24
240 likes | 495 Views
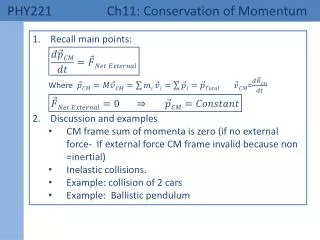
Ch11 极限与配合. 11.1 概述. 11.2 基本术语. 11.3 标准公差与基本偏差. 11.4 配合. 11.5 极限与配合的选用及标注. 概述. 互换性 —— 在相同的一组零件中,任选一个零件不需挑选和修配就能装配于产品,且能保持该零件原有性能的性质。 互换性的优势 —— 便于分工协作;提高生产效率、降低生产成本;便于维修。 互换性实现 —— 通过零件的尺寸公差、几何公差以及表面结构等技术要求保证。. Ch11 极限与配合. 11.1 概述. 11.2 基本术语. 11.3 标准公差与基本偏差. 11.4 配合.

E N D
Ch11 极限与配合 11.1 概述 11.2 基本术语 11.3 标准公差与基本偏差 11.4 配合 11.5 极限与配合的选用及标注
概述 互换性—— 在相同的一组零件中,任选一个零件不需挑选和修配就能装配于产品,且能保持该零件原有性能的性质。 互换性的优势—— 便于分工协作;提高生产效率、降低生产成本;便于维修。 互换性实现—— 通过零件的尺寸公差、几何公差以及表面结构等技术要求保证。
Ch11 极限与配合 11.1 概述 11.2 基本术语 11.3 标准公差与基本偏差 11.4 配合 11.5 极限与配合的选用及标注
基本术语 • 公称尺寸— • 设计时给定的尺寸,也是确定尺寸偏差的起始尺寸。 2. 实际尺寸— 零件加工后实际测量的尺寸。 3. 极限尺寸— 允许零件的实际尺寸变化的两个极限尺寸。分为上极限尺寸和下极限尺寸。其值可以大于、小于、或等于公称尺寸。 4. 偏差— 偏差=实际尺寸-公称尺寸; 上极限偏差(ES,es)=上极限尺寸-公称尺寸; 下极限偏差 (EI, ei)=下极限尺寸-公称尺寸。 孔 轴
基本术语 5. 公差— 允许尺寸的变动量。 公差=上极限尺寸-下极限尺寸=上极限偏差-下极限偏差 = es-ei(轴)=ES-EI(孔) 6. 零线—公差带图中,确定偏差的一条基准直线(零偏差线)
下偏差EI 公差 公差 上偏差ES 下偏差ei 上偏差es 零线 孔的最大极限尺寸 孔的最小极限尺寸 基本尺寸 轴的最大极限尺寸 轴的最小极限尺寸 • 基本术语 孔 轴 上偏差= 最大极限尺寸-基本尺寸 下偏差= 最小极限尺寸-基本尺寸 尺寸公差= 最大极限尺寸-最小极限尺寸 = 上偏差-下偏差= es-ei = ES-EI
基本术语 5. 公差— 允许尺寸的变动量。 公差=上极限尺寸-下极限尺寸=上极限偏差-下极限偏差 = es-ei(轴)=ES-EI(孔) 6. 零线—公差带图中,确定偏差的一条基准直线(零偏差线) 7. 公差带— 表示公差大小以及相对零线位置的矩形区域。 为简化起见,采用孔和轴的上、下极限偏差的两条直线所围成的矩形区域表示公差带。
基本知识 零线 孔的上极限偏差 孔的下极限偏差 轴的上极限偏差 轴的下极限偏差 公差带图
Ch11 极限与配合 11.1 概述 11.2 基本术语 11.3 标准公差与基本偏差 11.4 配合 11.5 极限与配合的选用及标注
标准公差和基本偏差 为保证互换性和便于生产,国家标准《极限与配合》规定: 公差带 = 标准公差 + 基本偏差 公差带位置 公差带大小
标准公差 • 标准公差:国家标准规定的用以确定公差带大小的标准化数值。由公差等级和公称尺寸确定。(表11-1) • 公差等级:确定尺寸精确程度的等级。国家标准确定公差等级为20级:IT01、IT0、ITl~IT18。“IT”表示标准公差,公差等级的代号用阿拉伯数字表示。 • 从 IT01至IT18等级,其标准公差数值逐渐增大,代表尺寸的精度依次降低。
基本偏差 • 基本偏差— • 尺寸的上、下极限偏差中最靠近零线的那个偏差。 • 基本偏差系列— • 根据实际需要,国家标准对孔、轴各规定了28个基本偏差,并分别用拉丁字母表示。大写表示孔,小写表示轴。
孔的基本偏差系列图 • 基本偏差 轴的基本偏差系列图 其基本偏差数值见表11-2和表11-3
基本偏差 • 基本偏差— • 尺寸的上、下极限偏差中最靠近零线的那个偏差。 • 基本偏差系列— • 根据实际需要,国家标准对孔、轴各规定了28个基本偏差,并分别用拉丁字母表示。大写表示孔,小写表示轴。 • 在基本偏差系列图中,除JS, js 外,只表示出孔和轴的一个极限偏差,另一个极限偏差值可由公式求得: 孔:ES=EI+IT 或者 EI=ES-IT 轴:es=ei+IT 或者 ei=es-IT
孔的基本偏差系列图 • 基本偏差 轴的基本偏差系列图 其基本偏差数值见表11-2和表11-3
Ch11 极限与配合 11.1 概述 11.2 基本术语 11.3 标准公差与基本偏差 11.4 配合 11.5 极限与配合的选用及标注
配合 1. 配合— 是指具有相同的公称尺寸的孔和轴结合。其由设计确定。配合的结果实际上有两种:过盈和间隙。 2. 配合的种类—过盈配合、间隙配合、过渡配合 3. 配合制— 基孔制(基本偏差代号 H )、基轴制(基本偏差代号 h )
配合 间隙配合 A-H 过盈配合 P-ZC 过盈配合 p-zc 间隙配合 a-h 过渡配合 过渡配合 h H (1)基孔制 (2)基轴制
Ch11 极限与配合 11.1 概述 11.2 基本术语 11.3 标准公差与基本偏差 11.4 配合 11.5 极限与配合的选用及标注
极限与配合的选择 • 配合的选择— • 为定值量具和刀具规格的统一,国家标准规定了: • 基孔制常用配合59种,优先配合13种;(表11-4) • 基轴制常用配合47种,优先配合13种。(表11-5) 选择优先配合 • 配合制的选择— • 基孔制:优先选择 • 基轴制:同一公称尺寸的轴上需要不同配合;与标准件配合;冷拉钢作轴时等。 优先选择基孔制
极限与配合的标注 • 在零件图上的标注 (b) 标注极限偏差数值 (a) 标注公差带代号(适合大批量生产) (c)标注公差带代号和极限偏差数值
极限与配合的标注 • 在装配图上的标注 在公称尺寸的右边标出标注配合代号: 孔的公差带代号 公称尺寸 轴的公差带代号
小 结 • 掌握互换性的意义及保证互换性的方法; • 掌握极限与配合的基本术语; • 掌握公差的选择和计算以及在零件图上公差的标注; • 掌握配合的选择及标注。
作 业 11-1、11-2