Download
1 / 7
80 likes | 327 Views
Heat Flux Measurement. Adrian Sabau Metals and Ceramics Division Oak Ridge National Laboratory, Oak Ridge, TN 37831 Oak Ridge, TN August 29, 2006. Die Lubricant Experiments Were Conducted at Initial Plate Temperatures of 150, 200, 250, and 300 o C.

E N D
Heat Flux Measurement Adrian Sabau Metals and Ceramics Division Oak Ridge National Laboratory, Oak Ridge, TN 37831 Oak Ridge, TN August 29, 2006
Die Lubricant Experiments Were Conducted at Initial Plate Temperatures of 150, 200, 250, and 300 oC TGA (solid line) and DTA (dotted line) data for Diluco 135. Data relates to the amount of volatilization products in the die. 150 oC 300 oC. Initial plate temperature: Water vapors preclude an effective cooling at longer times
Proof of Principle: Heat Flux Test Stand Can Be Used Very Efficiently to Evaluate Die Lubricants water spray • Lower heat fluxes are expected for water spray at higher temperatures. • Test stand designed adequately reproduced water spray characteristics. Diluco-water spray (1/15 parts). • Die-lube sprays have a different signature than water sprays due to the volatilization of lubricant compounds at different temperatures.
Accomplishment: For the first time, Pulse and sweep experiments were successfully conducted at 250 oC Diluco-water spray (1/15 parts). nozzle-plate distance (7.5 in), perpendicular jet (90o) . Sweep velocity (20 cm/s). Pulse experiment. The sweep application was the best for total amount of heat removed per unit mass of lubricant, i.e., cost effective criterion. Pulse spray is the best for total amount of heat removed per unit time, i.e., productivity criterion
Industry Benefits due to the ORNL work on lubricant application process • Validated test stand using heat flux sensors for die lubricants. • Heat transfer coefficient was determined from heat flux measurements, • More benefits: Heat flux measurements can be used to determine: • optimum nozzle distance, • desired application technique (sweeping or pulsing) • optimum timing of nozzle spray pulse, • optimum spray parameters (spray flow rate, water pressure, air pressure, time of spraying, nozzle velocity, or pulse duration) • Two lubricant companies have expressed interest in using the ORNL approach.
The sensor was mounted such that its surface was flushed with that of the mold Plate dimensions: 7x4x1 cm Due to surface tension effects, the metal did not wet the thermocouple wires. The thermocouple was in contact with molten metal and mold. The thermocouple junction is visible.
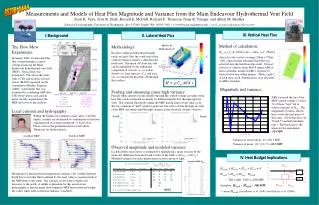
II III I IV Measurement of Heat Flux at Metal-Mold Interface During Casting Solidification Main domains for heat flux variation during casting Heat transfer coefficient Very fast response time allows data measurement at short times.


![Heat Flux [Wm -2 ]](https://cdn3.slideserve.com/5899967/heat-flux-wm-2-dt.jpg)