Download
1 / 35
350 likes | 497 Views
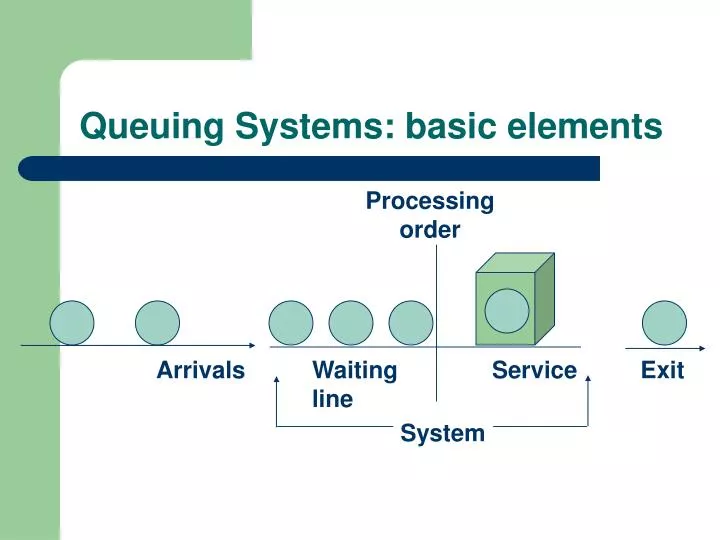
Processing order. Arrivals. Waiting line. Service. Exit. System. Queuing Systems: basic elements. Queuing Systems: multiple phases. Multiple channel. Multiple phase. Modeling with Queuing Theory. System Characteristics Population source: finite, infinite No. of servers

E N D
Processing order Arrivals Waiting line Service Exit System Queuing Systems: basic elements
Queuing Systems: multiple phases Multiple channel Multiple phase
Modeling with Queuing Theory • System Characteristics • Population source: finite, infinite • No. of servers • Arrival and service patterns: e.g. exponential distribution for inter-arrival time • Queue discipline: e.g. first-come-first-serve
Measuring Performance • Performance Measurement: • System utilization • Average no. of customers: in line and in system • Average waiting time: in line and in system • e.g. infinite source, single server, exponential inter-arrival and service times, first-come-first-serve: (see handout)
Basic Tradeoff Total cost Customer waiting cost Capacity cost = + Total cost Cost Cost of service capacity Cost of customers waiting Service capacity Optimum
Basic Tradeoff (cont.) Average number on time waiting in line 0 100% System Utilization
Applying Queuing Theory • In Process Design: • Describe the process and establish a model • Collect data on incoming and service patterns • Find formulas and/or tables, software to calculate performance measures • Use performance measures to guide process design decisions
Applying Queuing Theory • In Operations: • Monitor performance measures • Use performance measures to guide process improvement and operations decisions
Statistical Process Control • Emphasis on the process instead of the product/material • Focus on “prevention”
Abnormal variationdue to assignable sources Out ofcontrol UCL Mean Normal variationdue to chance LCL Abnormal variationdue to assignable sources 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Sample number Control Chart
1 2 3 4 In-Control: random only UCL LCL Sample number
Control Charts for Variables • Mean Chart: measuring sample means • Range Chart: measuring sample ranges i.e. max-min
UCL x-Chart LCL UCL LCL Out-of-Control: assignable & randomshifted mean process mean is shifting upward Sampling Distribution Detects shift Does notdetect shift R-chart
UCL Does notreveal increase x-Chart LCL UCL Out-of-Control: assignable & randomincreased variability Sampling Distribution (process variability is increasing) R-chart Reveals increase LCL
a/2 a/2 Mean LCL UCL a = Probabilityof Type I error Type I Error:
Mean Type II Error: In-Control Out-of-Control LCL UCL
Control Charts for Attributes • p-Chart - Control chart used to monitor the proportion of defectives in a process • c-Chart - Control chart used to monitor the number of defects per unit
Counting Above/Below Median Runs (7 runs) B A A B A B B B A A B Counting Up/Down Runs (8 runs) U U D U D U D U U D Counting Runs Figure 10-11 Figure 10-12
LowerSpecification UpperSpecification Process variability matches specifications LowerSpecification UpperSpecification Process variability well within specifications LowerSpecification UpperSpecification Process variability exceeds specifications Process Capability
Process Capability: 3-sigma & 6-sigma Upperspecification Lowerspecification 1350 ppm 1350 ppm 1.7 ppm 1.7 ppm Processmean +/- 3 Sigma +/- 6 Sigma
Input/Output Analysis • Change in inventory = Input - Output • Average throughput time is proportional to the level of inventory.
Input flow of materials Inventory level Scrap flow Output flow of materials Flow and Inventory Figure 11.1
MRP • A general framework for MRP • Inputs: Bill of Materials, Inventory Files and Master Production Schedule • MRP Processing
Aggregate Plan A General Framework of MRP Master Production Schedule MRP Capacity Requirements Planning Production Scheduling
C (1) Seat subassembly H (1) Seat frame I (1) Seat cushion J (4) Seat-frame boards Bill of Materials Figure 15.10
Inventory Files • On-Hand • Open Orders • Lead Times • Vendor Information • Quality records, etc.
Item: Seat subassembly Lot size: 230 units Lead time: 2 weeks Week 1 2 3 4 5 6 7 8 Gross requirements 0 0 0 0 150 120 150 120 Scheduled receipts 0 0 0 0 0 0 0 230 Projected on-hand inventory 37 117 117 227 227 77 187 187 117 Planned receipts 230 230 Planned order releases 230 230 MRP Explosion Figure 15.11
Item: Seat subassembly Lot size: 230 units Lead time: 2 weeks Week 1 2 3 4 5 6 7 8 Gross requirements 0 0 0 0 150 120 150 120 Planned receipts 230 230 Planned order releases 230 230 Usage quantity: 1 Usage quantity: 1 Item: Seat frames Lot size: 300 units Lead time: 1 week Item: Seat cushion Lot size: L4L Lead time: 1 week Week Week 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 Gross requirements Gross requirements 230 0 230 230 0 230 0 0 0 0 Scheduled receipts Scheduled receipts 300 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Projected on-hand inventory Projected on-hand inventory 40 0 Planned receipts Planned receipts Planned order releases Planned order releases MRP Explosion Figure 15.11
Issues in MRP • Two basic concepts: • Net requirements • Lead time offset • Lot size • Safety stock/Safety lead time • Inventory records • Validity of the schedules
JIT and Inventory Management • Inventory as delay in work flow • Why inventory? • Dealing with fluctuations in demand • Dealing with uncertainty • Reducing transaction costs • Taking advantage of quantity discount • Hedging against inflation, etc.
JIT and Inventory Management • Inventory costs: • Holding cost • Long response time • Low flexibility • Slow feedback in the system
JIT and Inventory Management • The objective of JIT: • General: reduce waste • Specific: avoid making or delivering parts before they are needed • Strategy: • very short time window • mixed models • very small lot sizes.
JIT and Inventory Management • Prerequisites: • Reduce set up time drastically • Keep a very smooth production process • Core Components: • Demand driven scheduling: the Kanban system • Elimination of buffer stock
JIT and Inventory Management • Core Components: (cont.) • Process Design: • Setup time reduction • Manufacturing cells • Limited work in process • Quality Improvement