Download
1 / 9
90 likes | 105 Views
This document summarizes the results of research and development work on bending titanium and stainless steel tubes. It includes bending tests, mock-up circuits, laser cutting and welding updates, and proposed actions.

E N D
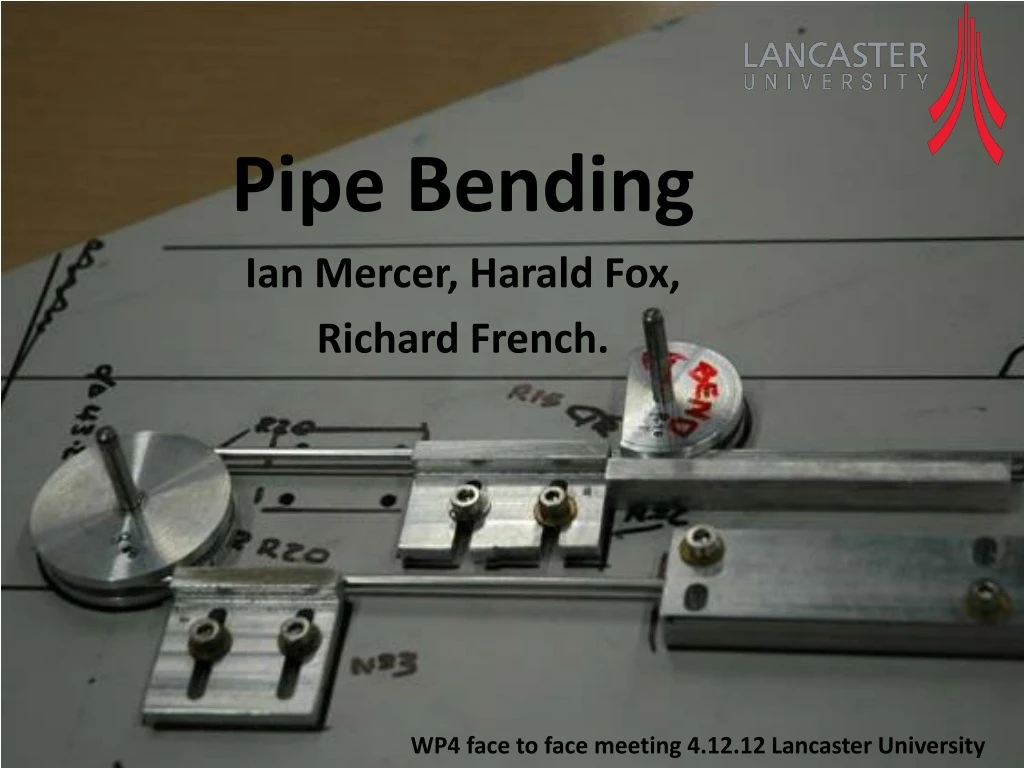
Pipe Bending Ian Mercer, Harald Fox, Richard French. WP4 face to face meeting 4.12.12 Lancaster University
Bending Tests • Research and Development work has been done on titanium and stainless steel tubes in 2mm, 1/8” and 2.275 mm. On each type of tube 2 bends were made from 15mm radius down to 4mm radius. The out of roundness is recorded in the table below. • The results told us that the min bend radius was 8mm with acceptable deforming. We agreed that a safe radius would be 10mm. • There was little difference between stainless steel and titanium bending. • Room temperature had an influence on the bending.
Bending Stave Circuits • Once all the parameters are set, the hole positions for the bobbins, clamps and pushers to keep the tube well into the bobbin, everything is reproducible. • When bending a tube with such a long length one may need an extra pair of hands to guide the tube round. • Bending the 2.275mm titanium tube into a stave circuit was a little bit more difficult as there is a lot more spring back in the tube. • Timescale for a stave circuit from straight tube to fully bent circuit 45mins, this is with tooling all set.
Bending Mock-up Circuits for the Services • The bobbins are made to the correct radius with the allowance for any spring back in the tube. This is achieved by cutting the bobbin diameter slightly smaller trying the tube against a full sized drawing until the radius is right. • When the bends are close together as in the drawing above it becomes more difficult. The holes in the jig have to be moved until the circuit lines up well with the full sized drawing. • For the production of the services once the circuit is correct this jig would be stamped with the drawing number so that the bends can be reproduced.
Manifold Tube bending for Service Mock-up. The part above was for the manifold in the services mock-up, which needed a 3D bend. To achieve this we worked out spacers needed to get the correct angle size. We did the first 2 bends in 2D, placed the spacer block under the long part of the tube and then the bend on the left, which gave us the correct angle and a simple 3D circuit.
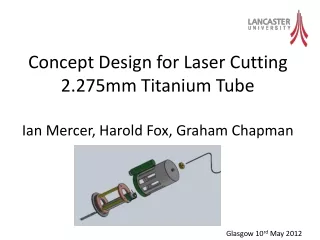
Laser Cutting and Welding update Much of this outline proposal remains valid following what we discussed, although two aspects in particular were modified and one further question raised. The first is that it became clear that the marking would be better done off-line from the assembled detector, and so a stand-alone laser marking-head and enclosure would be the most appropriate. Second was the open question relating to the weldability of laser-cut ends. This is not a fundamental question, it is more a practical question – namely how good does the control of the (inert) atmosphere need to be in order for the oxidisation to remain low enough to not affect the weldablility (this may depend on the welding process used eg laser or MIG) The question that was raised was in response to a comment that one of the perceived advantages of avoiding electrical welding was to minimise the chance of electrically damaging the sensitive attached detector. However, it was noted that the laser-cutting would effectively produce a localised plasma at the point of the cut. It seemed highly unlikely that this (globally neutral) plasma could adversely affect the electronics, but that it would be wise to test this assertion sooner rather than later.
In summary, the proposed system would be: Laser:- fibre-delivered. Can be plug & play between the various processing heads. Marking “head”: - this should be a separate (off-line) workstation with its own (class 1) laser enclosure as this is a more flexible arrangement and better suited to the expected flow of the parts. Can use the same laser as the cutting. Cutting head:- similar to that depicted in the attached Outline Proposal. Welding head:- similar to that depicted in the attached Outline Proposal.
Suggested preliminary actions are: Demonstration of laser cutting of tube. Different atmospheric purities. Cut with electronics attached – confirm remain functional. Produce samples for MIG & laser welding tests. Demonstration of laser marking of tube MIG welding tests (at RAL) & Laser welding tests (at OpTek) of laser-cut samples We would be happy to put prices and timescales (typically 4-8 weeks) to the proposed actions as you wish.