Download
1 / 17
210 likes | 378 Views
Learn the process of plug welding, its applications, and how to perform quality plug welds with detailed steps and visual inspection guidelines. Practice and master the techniques for successful outcomes.

E N D
Plug welds are used to replace factory spot welds. The plug weld is formed by punching or drilling a 5/16” hole in the outer panel to be joined. Duplicate the number and location of the original factory spot welds. Plug Weld UVU CRT 2009
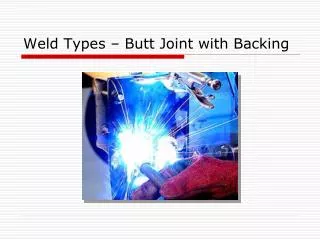
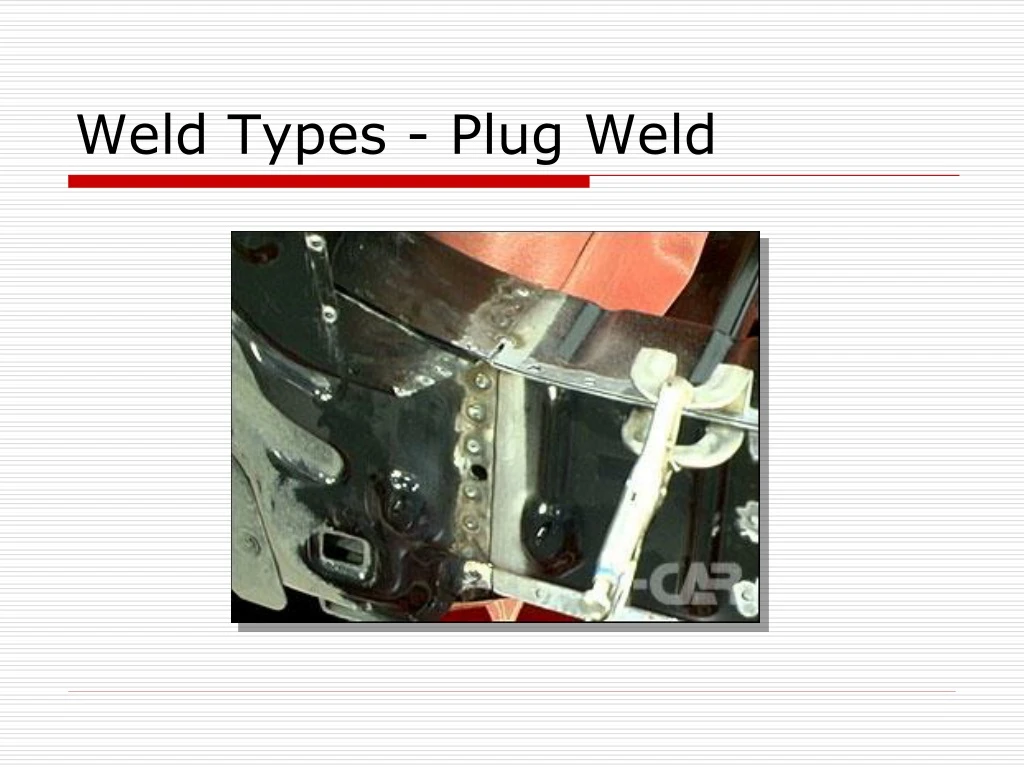
Plug Welds on Rail • Plug Welds are commonly used with other weld types such as the butt with backing as shown in this picture. UVU CRT 2009
Plug Weld • With the example given you should have a basic understanding of what a plug weld is and where it is used. • Print off the Plug Weld- Task Performance Sheet • The next step is to tune the welder and perform a Plug Weld that will be evaluated visually and destructively. UVU CRT 2009
Preparing to Weld • Select two 3”x5” coupons. • Punch a series of holes with the 5/16” metal punch. • Place this coupon on top of the other. UVU CRT 2009
Plug Weld Techniques Two Recommended Techniques Start in center of hole and move around the edge. Start circling on the edge and finish in the center UVU CRT 2009
Practice • Practice both techniques to find your preferred method. • When you have a good weld move on to the next assignment. UVU CRT 2009
Assignment • Using two 3”x5” coupons punch a 5/16” hole in one corner. • Position this coupon over the other as shown. UVU CRT 2009
Weld • With your preferred technique make a plug weld that completely fills the hole. • This weld will be visually inspected and destructively tested. UVU CRT 2009
Plug Weld • A Good Weld • Should completely fill the hole. • Have a dimple in the center of the weld. • Have a penetration ripple on the back of the panel. UVU CRT 2009
Using I-Car’s WQT Gauge • I-Car has provided a gauge to help in visually inspecting the welds for: • bead length • width • height • penetration • defects UVU CRT 2009
Using I-Car’s WQT Gauge Check the Minimum and Maximum Diameter. UVU CRT 2009
I-Car MIG Welding Gauge Next check the bead height. UVU CRT 2009
Record the Results • After the visual inspection is complete record the results on the task performance sheet and have the instructor verify your results. • Now the destructive test will need to be performed. UVU CRT 2009
Destructive Weld Test • Secure bottom coupon in vise. • Bend top piece back and forth to separate coupons. • A hole should remain in the bottom coupon. UVU CRT 2009
Final Weld Series • When the welds pass the visual and destructive test observe the final voltage and wire speed setting. • Mark the destructive test results on the task performance sheet. • Complete your final plug weld series in the flat vertical and overhead position. • Turn these in for final grading. UVU CRT 2009
References • Miller Electric Mfg. Co. Education. http://www.millerwelds.com/education/library.html, 2006. • Lincoln Electric Co. Lincoln Welders. http://www.lincolnelectric.com/, 2006. • Inter Industry Conference on Automotive Collision Repair. I-CAR Online Training. http://www.i-car.com/, 2006. UVU CRT 2009