Download
1 / 40
400 likes | 476 Views
Learn about the principles of Design of Experiments (DOE) to efficiently gather maximum realistic information from a system with minimal experimentation. Understand the major approaches and benefits of DOE in experimental analysis.

E N D
Reduced Temperature TR = T/Tc Reduced Pressure pR = p/pc Introductory Remarks • Many of the thermal experiments involve multi-variable functions. • The goal of any experimental activity is to get the maximum realistic information about a system. • Large number of variables demand large number of measurements to get maximum realistic information. • Modern theory of experiments prove that it is not always true that higher number of measurements will give maximum realistic information. • Larger the number of measurements, huge will be the total error that enters into the measurement equation. • Larger number of measurements lead to more costly experimentation.
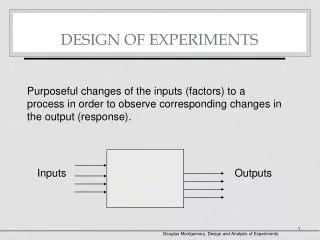
It is important to obtain maximum realistic information with the minimum number of well designed experiments. • An experimental program recognizes the major “factors” that affect the outcome of the experiment. • The factors may be identified by looking at all the quantities that may affect the outcome of the experiment. • The most important among these may be identified using: • a few exploratory experiments or • From past experience or • based on some underlying theory or hypothesis. This Selection Process is known as Design of Experiments.
Special Terminology : Design of Experiments • Response variable • Measured output value • Factors • Input variables that can be changed • Levels • Specific values of factors (inputs) • Continuous or discrete • Replication • Completely re-run experiment with same input levels • Used to determine impact of measurement error • Interaction • Effect of one input factor depends on level of another input factor
Design of Experiments (DOE) • A statistics-based approach to design experiments • A methodology to achieve a predictive knowledge of a complex, multi-variable process with the fewest acceptable trials. • An optimization of the experimental process itself
Major Approaches to DOE • Factorial Design • Taguchi Method • Response Surface Design
Factorial Design : Full factorial design • A full factorial design of experiments consists of the following: • Vary one factor at a time • Perform experiments for all levels of all factors • Hence perform a large number of experiments that are needed! • All interactions are captured. • Consider a simple design for the following case: • Let the number of factors = k • Let the number of levels for the ith factor = ni • The total number of experiments (N) that need to be performed is
2k factorial design • Used as a Preliminary Experimentation !!! • Each of the k factors is assigned only two levels. • The levels are usually High = 1 and Low = -1. • Scheme is useful as a preliminary experimental program before a more ambitious study is undertaken. • The outcome of the 2k factorial experiment will help identify the relative importance of factors and also will offer some knowledge about the interaction effects.
Output Matrix • Let us represent the outcome of each experiment to be a quantity y. • Thus y1 will represent the outcome of experiment number 1 with all three factors having their “LOW” values, • y2 will represent the outcome of the experiment number 2 with the factors A & B having the “Low” values and the factor C having the “High” value and so on. • The outcome of the experiments may be represented as the following matrix:
Outcome Matrix How to find the degree of contribution of xA,xB & xCon y?
A simple regression model that may be used can have up to eight parameters. Thus we may represent the regression equation as The p’s are the parameters that are determined by using the “outcome” matrix by the simultaneous solution of the following eight equations:
-1,+1,+1 +1,+1,+1 Spread of C xC -1,-1,+1 +1,-1,+1 xB Spread of B xmean xA -1,+1,-1 +1,+1,-1 +1,-1,-1 -1,-1,-1 Spread of A
It is easily seen that the parameter p0 is simply the mean value of y. • This is obtained by putting xA= xB= xC=0 corresponding to the mean values for the factors. • It is thus seen that the values of y- p0 at the corners of the square indicate the deviations from the mean value. • The mean of the square of these deviations is the variance of the sample data collected in the experiment. • The influence of the factors may then be gauged by the contribution of each term to the variance.
The deviation with respect to the mean is obviously given by It may be verified that the total sum of squares (SST) of the deviations is given by The sample variance is thus given by
Contributions to the sample variance are given by 8 times the square of the respective parameter (p) and hence we also have Here SSA means the sum of squares due to variation in level of xA and so on. The relative contributions to the sample variance are represented as percentage contributions in the following table:
Thus the dominant factor is the factor which has the highest value of percentage of contribution.
DOE - Fractional Factorial Designs • In a multivariable experiments, with k number of variables and l number of levels per variable demands lk number of measurements for complete understanding of the process or calibration. • In statistics, fractional factorial designs are experimental designs consisting of a carefully chosen subset (fraction) of the experimental runs of a full factorial design. • The subset is chosen so as to exploit the sparsity-of-effects principle using a fraction of the effort of a full factorial design in terms of experimental runs and resources. • Fractional designs are expressed using the notation lk − p, • where l is the number of levels of each factor investigated, • k is the number of factors investigated, and • p describes the size of the fraction of the full factorial to be eliminated. • A design with p such generators is a 1/(lp) fraction of the full factorial design.
DOE – Factorial Designs (Fractional: 7 factor, 2 level; 128 8)
One half factorial design • For a system with k factors and 2 levels the number of experiments in a full factorial design will be 2k. • For example, if k=3, this number works out to be 23=8. • The eight values of the levels would correspond to the corners of a cube as represented by Figure. • A half factorial design would use 2k-1 experiments. • With k=3 this works out to be 22=4. • The half factorial design would cut the number of experiments by half. • In the half factorial design we would have to choose half the number of experiments and they should correspond to four of the eight corners of the cube. • We may choose any set as given below:
Half Factorial Matrix The three column vectors are Orthogonal…..
Half Factorial Matrix The three column vectors are Orthogonal…..
More on full factorial design • We like to generalize the ideas described above in what follows. • Extension to larger number of factors as well as larger number of levels would then be straight forward. • Let the High and Low levels be represented by + an –respectively. • In the case of 22 factorial experiment design the following will hold:
We note that the product of any two columns is zero. • Also the column sums are zero. • Hence the three columns may be considered as vectors that form an orthogonal set. • In fact while calculating the sample variance earlier these properties were used without being spelt out. • Most of the time it is not possible to conduct that many experiments! • The question that is asked is: • “Can we reduce the number of experiments and yet get an adequate representation of the relationship between the outcome of the experiment and the variation of the factors?” • The answer is in general “yes”. • Replace the full factorial design with a fractional factorial design. • In the fractional factorial design only certain combinations of the levels of the factors are used to conduct the experiments. • This ploy helps to reduce the number of experiments. • The price to be paid is that all interactions will not be resolved.
In this simple case of two or three factors the economy of reducing the number of experiments by one may not be all that important. • However it is very useful to go in for a fractional factorial design when the number of factors is large and • When it is expected some factors or interactions between some factors to be unimportant. • The fractional factorial experiment design is useful when main effects dominate with interaction effects being of lower order.
DOE - Taguchi Method • Dr. Taguchi of Nippon Telephones and Telegraph Company, Japan has developed a method based on " ORTHOGONAL ARRAY " experiments. • This gives much reduced " variance " for the experiment with " optimum settings " of control parameters. • "Orthogonal Arrays" (OA) provide a set of well balanced (minimum) experiments serve as objective functions for optimization.
Taguchi Method : When to Select a ‘larger’ OA to perform “Factorial Experiments” • We always ‘think’ about ‘reducing’ the number of experiments (to minimize the ‘resources’ – equipment, materials, manpower and time) • However, doing ALL / Factorial experiments is a good idea if • Conducting experiments is ‘cheap/quick’ but measurements are ‘expensive/take too long’ • The experimental facility will NOT be available later to conduct the ‘verification’ experiment • We do NOT wish to conduct separate experiments for studying interactions between Factors
Taguchi Method Design of Experiments • The general steps involved in the Taguchi Method are as follows: • 1. Define the process objective, or more specifically, a target value for a performance measure of the process. • 2. Determine the design parameters affecting the process. • The number of levels that the parameters should be varied at must be specified. • 3. Create orthogonal arrays for the parameter design indicating the number of and conditions for each experiment. • The selection of orthogonal arrays is based on the number of parameters and the levels of variation for each parameter, and will be expounded below. • 4. Conduct the experiments indicated in the completed array to collect data on the effect on the performance measure. • 5. Complete data analysis to determine the effect of the different parameters on the performance measure.
Determining Parameter Design Orthogonal Array • The effect of many different factors on the performance characteristic in a condensed set of experiments can be examined by using the orthogonal array experimental design proposed by Taguchi. • The main factors affecting a process that can be controlled (control Factors) should be determined. • The levels at which these parameters should be varied must be determined. • Determining what levels of a variable to test requires an in-depth understanding of the process, including the minimum, maximum, and current value of the parameter. • If the difference between the minimum and maximum value of a parameter is large, the values being tested can be further apart or more values can be tested. • If the range of a parameter is small, then less values can be tested or the values tested can be closer together. • Typically, the number of levels for all parameters in the experimental design is chosen to be the same to aid in the selection of the proper orthogonal array.
Orthogonal Array Selector Number of Levels Number of Factors
Taguchi Method :How to Select a ‘larger’ OA to perform “Factorial Experiments”