Download
1 / 19
190 likes | 386 Views
OTC 24555 Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilicals. Christopher Dyke , Lori Jacob, NanoRidge Materials, Inc. : Dave Madden, DUCO, Inc.; and Enrique Barrera, Rice University . Slide 2. Outline. Project Overview Carbon Nanotube Properties Application ‒ Umbilicals

E N D
OTC 24555 Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilicals Christopher Dyke, Lori Jacob, NanoRidge Materials, Inc.: Dave Madden, DUCO, Inc.; and Enrique Barrera, Rice University
Slide 2 Outline • Project Overview • Carbon Nanotube Properties • Application ‒ Umbilicals • Project Timing • Process • Production • Results • Conclusions 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 3 Project Overview • 3 year, phase-gated development effort • Funding provided by RPSEA and cost share partners - Total, Shell, DUCO, and Baker Hughes • Subcontractors include Rice University, DUCO, and Cambridge University • Objective: To produce a polymer nanotube umbilical (PNU®) cable with resistivity of 10-6Ω•cm and operational at 38 MPa (5500 psig) pressure • Demonstration program planned for Q4, Year 3 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
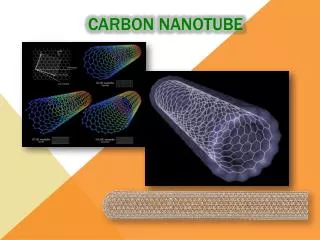
Slide 4 Carbon Nanotubes • PNU® cable comprised of a carbon nanotube conductor jacketed with a polymer • CNT conceptualized as graphene rolled into seam-less cylinder • Consists exclusively of sp2-hybridized carbon 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 5 Carbon Nanotubes ‒ Electrical • Electrical properties depend on chirality and variety • Metallic SWNT(arm chairs) have current-carrying capacity of 109 A/cm2 • DWNT has the highest current-carrying capacity due to shell coupling • Ballistic conduction within CNT; resonant quantum tunneling between tubes • Reduction in voids and minimization of the d-spacing in wire 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 6 Carbon Nanotubes ‒ Mechanical • Tensile strength of individual CNT is 22 GPa; copper is 0.25 GPa • Young’s modulus approaching 950 GPa in the axial direction • Translation of nanoscale properties to macroscale is a challenge • Carbon nanotube fiber (d = 7 µm) with tensile strength of 6 GPa reported • Same techniques employed in this project 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 7 Power Cable Umbilicals • Umbilical – number of functional components contained within a flexible package • Single power cable umbilical – standard sheathing, steel wire armoring, 120 mm2 Cu conductor with copper screen • 106 mm diameter • 21.9 kg/m linear density • 18 tonne top tension at 3,000’ • 30 miles is 1057 tonnes Provided by DUCO 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 8 Umbilical – CNT Replaces Cu • Weight savings – 1/6th of copper, lessself weight • Less steel armor required • Reduction in linear density • More installation vessels • Corrosion resistance • Stable in salt • Stable in conc. acids • Mechanicals • 6 MPa vs. 0.25 GPa for Cu • Top tension capability • Less need for armor • Skin depth? Provided by DUCO 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Project Timing Slide 9 • Initial focus is continuous production of the bare conductor • Polymer jacketing to form PNU® • Extensive characterization & testing of bare and jacketed wire • Strand bare conductor to form prototype umbilical 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 10 Process Flow Diagram CNT Production Spinning Post Processing Densification Purification Polymer Conditioning Wire Stranding Co-Extrusion • Purification and wire stranding as needed • Co-extrusion process anticipated for sheathing PNU® 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 11 Production To Flare Pump (Feedstock) Take-Up Spool Bare Conductor Furnace and Housing Carrier Gas Inert Gas • Inlet flange modified to adjust flow profile • CNT forms elastic aerogel; continuously removed from growth region in wire form • Exit flange serves as gas exchanger 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 12 Chemical Processes and Product • Ferrocene decomposes to iron; iron coalesces to form nm particles • A complex forms with iron - inhibits formation of large particles • Carbon source decomposition occurs on the molten iron surface; carbon dissolves into the metal and precipitates as a carbon nanotube • The temperature range for each process is shown below Flow Reaction Mixture CNT Fiber CNTs Complex forms Decomposition to iron 1200°C 1000°C 400°C 600°C 800°C 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 13 Production Observations • Carbon source selection determines the type of contamination (amorphous or graphitic carbon); amorphous is preferred • Carbon source selection affects spinning; material forms as a single elastic mass • Gas flow rates help determine diameter of product • Low concentration of ferrocene gives cleaner product 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 14 Xylenes • Xylenes feedstock yields clean, large diameter CNT • Raman is indicative of multiwalled carbon nanotubes; SEM confirms • Xylene carbon source does not form spinnable material 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 15 Ethanol • Ethanol feedstock gives smaller diameter CNT with graphitic contamination (SEM) • Production temperature is higher; assume heat capacity is key contributor • Raman, SEM indicate small diameter 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 16 Xylene/Ethanol • Xylene/ethanol mixture gives spinnable material • Carbon contamination is amorphous; heat treatment to remove • Disorder mode in Raman is decreased 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 17 Production Conclusions • Vary gas mixture to give spinnable material • Gas flow rate determines carbon contamination • Iron contamination in all cases is < 5 % • Preheaters and carrier gas with better specific heat capacity are being explored • Production optimization shall yield a clean material for continuous spinning 24555 • Ultrahigh Conductivity Umbilicals: Polymer Nanotube Umbilical • Christopher Dyke
Slide 18 Conclusions • Three year development effort underway • Project concludes with a prototype umbilical demonstration program • Carbon has advantages over copper • Growth of clean aerogel is anticipated • Spinning development is underway Paper # • Paper Title • Presenter Name
Slide 19 Acknowledgements The presenter would like to thank Lori Jacob (NanoRidge), Dave Madden (DUCO), and Enrique Barrera (Rice University) for contributing to the paper, presentation. We gratefully acknowledge RPSEA and cost share partners, Shell, Total, DUCO, and Baker Hughes for their generous support. Paper # • Paper Title • Presenter Name More information: cdyke@nanoridge.com 713-928-6166 x 25