Download
1 / 25
250 likes | 429 Views
What does it mean to control coating weight?. Bob Wilhelm Objective Control Ltd. What does it mean to control coating weight?. What a strange question! What is it meant to imply?

E N D
What does it mean to control coating weight? Bob Wilhelm Objective Control Ltd.
What does it mean to control coating weight? • What a strange question! What is it meant to imply? • Because coating weight is a stochastic property distributed over two sides of a two-dimensional strip, there is no such thing as “the” coating weight of the strip. • Simultaneously meeting product specifications and producing product economically has deep implications for the control strategy.
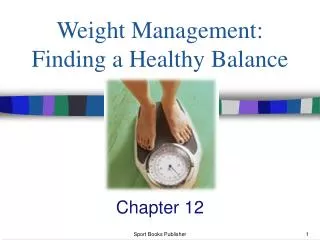
200 150 coating weight (gsm) 100 1 0 location across strip (m) 4100 4050 -1 4000 3950 location along strip (m) Scanning Measurement
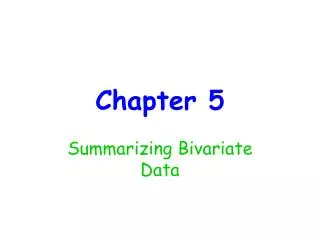
What do these variations represent? Cross-strip, along-strip, both, or neither? How should this information be used for purposes of coating weight control? 170 160 150 Coating Weight (gsm) 140 130 120 0 200 400 600 800 1000 1200 Cross-Direction Position (mm) One scan of coating weight
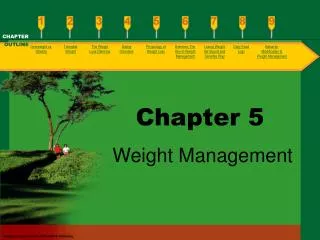
220 200 Coating Weight (gsm) 180 160 140 120 1000 1050 1100 1150 1200 1250 1300 Distance from head of coil (m) Separating Coating Weight Components: CD, MD, Residual • Coating weight seen as a time series from the scanning measurement.
0 1 2 3 4 5 6 7 8 700 1 0.9 600 0.8 500 0.7 0.6 400 Scan Average Frequency Response Discrete Power Spectrum - Cross Direction 0.5 300 0.4 0.3 200 0.2 100 0.1 0 0 8 0 1 2 3 4 5 6 7 -1 Frequency (m ) Complete Removal of CD
4000 weight weight with cross-direction removed 3000 Power Spectral Density 2000 1000 0 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 - 1 frequency (m ) Power Spectrum of CD & MD
200 measured weight 190 weight with average profile removed 180 170 Coating Weight (gsm) 160 150 140 130 0 200 400 600 800 1000 1200 Strip Distance (m) Removal of Estimated CD
Edge-Induced Bias • Inclusion of edges can bias skew and crossbow computations. • Skew and crossbow control control based on these results can make things worse. • Virtual “edge trim” provides a simple solution.
Nominal Top/Bottom Ratio Nominal Top/Bottom Ratio Highest Top/Bottom Ratio Highest Top/Bottom Ratio Lowest Lowest Bottom Bottom Side Side Weight Weight Lowest Top/Bottom Ratio Lowest Top/Bottom Ratio - - - 4 4 4 - - - 2 2 2 0.1 0.1 0.1 0.2 0.2 0.2 0.3 0.3 0.3 0.4 0.4 0.4 Top Side Weight Top Side Weight 2 2 2 Lowest Total Weight Lowest Total Weight Lowest Top Side Weight Lowest Top Side Weight 4 4 4 0.4 0.4 0.4 0.3 0.3 0.3 0.2 0.2 0.2 4 4 4 0.4 0.4 0.4 0.1 0.1 0.1 2 2 2 0.3 0.3 0.3 2 2 2 - - - 0.2 0.2 0.2 4 4 4 - - - 0.1 0.1 0.1 - - - 4 4 4 - - - 2 2 2 2 2 2 4 4 4 Bottom Side Weight Bottom Side Weight Two-Sided Target Management
Constraint Scenarios • Total weight minimized. Equal coatings maintained.
Constraint Scenarios • Total weight minimized. Equal coatings maintained. • Total weight and one side minimized with deviation from equal coating.
Constraint Scenarios • Total weight minimized. Equal coatings maintained. • Total weight and one side minimized with deviation from equal coating. • Both sides minimized with deviation from equal coating.
Constraint Scenarios • Total weight minimized. Equal coatings maintained. • Total weight and one side minimized with deviation from equal coating. • Both sides minimized with deviation from equal coating. • One side minimized with side-to-side ratio constrained.
Two-Sided Target Management Nominal coating weight target Optimized coating weight target Total weight triple spot minimum spec Total weight single spot minimum spec Single side triple spot minimum spec
Target Management Dynamics Throughout a Coil Coil C total 500 weight nominal wt target weight setpoint 450 scan average single spot min single spot max 400 triple spot min triple spot max setpoint min 350 setpoint max Coating Weight 300 250 200 0 1000 2000 3000 4000 5000 6000 7000 8000 9000 Location in Coil
Conclusions (1) • There is no such thing as “the” coating weight of a real strip. • Controlling average coating weight across the strip is a practical and appropriate technique from a control viewpoint, but is, by itself, inadequate to guarantee either product quality or zinc savings.
Conclusions (2) • Coating weight control requires that various coating characteristics be individually identified and dealt with: • Cross direction • Strip direction • Residual • Control intended to address one problem must be carefully designed to ignore variations caused by the others.
Conclusions (3) • Active automatic target management is needed to maximize profit while guaranteeing quality. • Automatic target management addresses the all-important “residual” variation. • It is time to reexamine industry standard coating weight specifications in light of today’s production and control capabilities.