Download
1 / 3
40 likes | 115 Views
The WeDesign is one of the best Mechanical Design Consultancy in UK. They offer finest scheming solutions to their clients as per their requirement. The WeDesign Mechanical Design Consultancy in UK is a dedicated, client focused team of design consultants who are committed to deliver a first class services. We offer honest and practical advice throughout the project, which are delivered in the agreed time-scale and budget.<br><br>We are also expanding into the areas of Sheet metal Work, Plastic injection molding design, Laser cutting, Investment Casting, Pressure die Casting, Structural design and Casting Iron Specialist in UK.

E N D
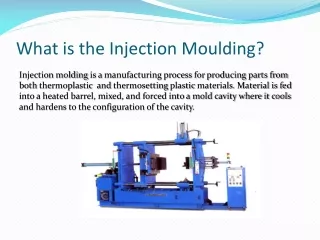
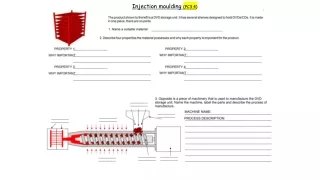
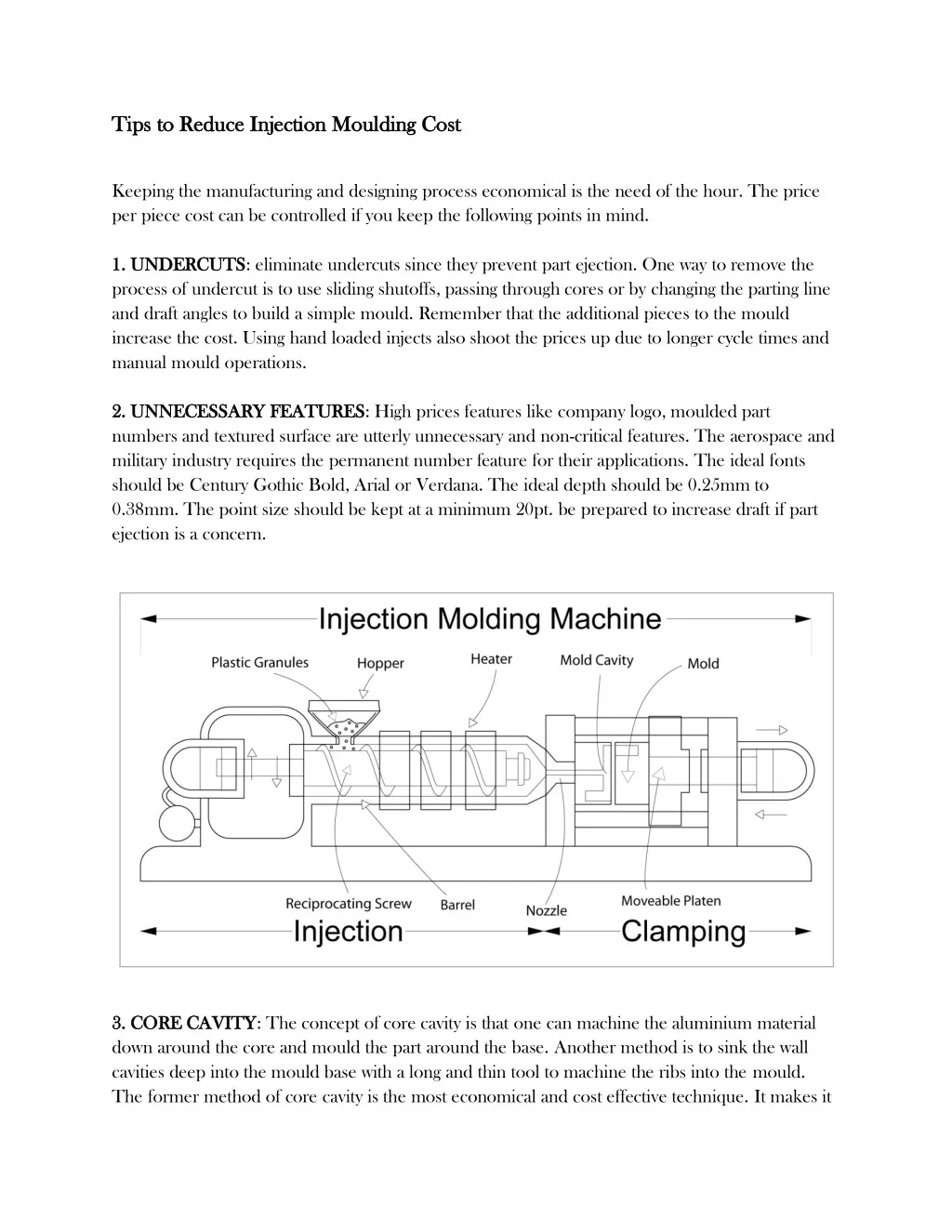
Tips to Reduce I Tips to Reduce Injection njection M Moulding oulding C Cost ost Keeping the manufacturing and designing process economical is the need of the hour. The price per piece cost can be controlled if you keep the following points in mind. 1. UNDERCUTS 1. UNDERCUTS: eliminate undercuts since they prevent part ejection. One way to remove the process of undercut is to use sliding shutoffs, passing through cores or by changing the parting line and draft angles to build a simple mould. Remember that the additional pieces to the mould increase the cost. Using hand loaded injects also shoot the prices up due to longer cycle times and manual mould operations. 2. UNNECESSARY FEATURES 2. UNNECESSARY FEATURES: High prices features like company logo, moulded part numbers and textured surface are utterly unnecessary and non-critical features. The aerospace and military industry requires the permanent number feature for their applications. The ideal fonts should be Century Gothic Bold, Arial or Verdana. The ideal depth should be 0.25mm to 0.38mm. The point size should be kept at a minimum 20pt. be prepared to increase draft if part ejection is a concern. 3. CORE CAVITY 3. CORE CAVITY: The concept of core cavity is that one can machine the aluminium material down around the core and mould the part around the base. Another method is to sink the wall cavities deep into the mould base with a long and thin tool to machine the ribs into the mould. The former method of core cavity is the most economical and cost effective technique. It makes it
simpler to provide for a smooth surface, sufficient venting, improved ejection and can remove the need for super steep draft angles. 4. COSMETICS 4. COSMETICS: Fancy parts add glamour but they are cost increasing niceties that are not required unless they are important. These pretty parts require bead blasting, EDM, high mould polish to give off a look with a cosmetic appearance. This increases the tooling cost. This requires a level of hard work and using up to an SPI-A2 mirror finish using grade #2 diamond buff is merely an exorbitant method. Avoid fine finishes at all costs. 5. SELF MATING PARTS 5. SELF MATING PARTS: Usually, one can build a single mating part other than going for building two. One can redesign the snaps so that the halves can be put together from either direction creating a universal part. Production expenses can be saved using one mould.
6. MOULD MODIFICATIONS AND RE USING: 6. MOULD MODIFICATIONS AND RE USING: removing metal from the mould is easier than adding metal to it. Likewise adding plastic can be simpler than removing it. Adding metal with rapid plastics plastics injection moulding injection moulding design design is practically impossible. With proper planning, the same injection mould can be cleverly used a multiple times thus saving costs of buying multiple mould. With the most basic part design, mould as many pieces and then re machine the mould o include additional/larger versions of the same part. This re use technique can be useful for saving costs. 7. MOULDABILITY 7. MOULDABILITY- -DFM ANALYSIS DFM ANALYSIS: The Plastic Plastic injection mould accompanied by a free design to identify the potential problem areas and some room for improvement. The flawed areas like un machinable features, impossible geometries, and insufficient draft angles should be re worked on before finalizing the design. Always consult the engineer to remove these flaws such that one does not oversee the design errors. 8. MULTI CAVITY AND FAMILY MOULDS: 8. MULTI CAVITY AND FAMILY MOULDS: Tooling costs can go up using aluminium tooling with two, four or eight cavity moulds depending on the size and part geometry. Look for a family of parts that fit all together. Multiple injection moulding projects at one time can save you the dough. Since everything is made of plastic, each part is tentatively of similar sizes and it can be squeezed into the same cavity, there is no need to have individual cost incurring moulding practices. One can also use the method of having moulds to join some parts with a living hinge. A flexible and a tough material like a polypropylene must be used. 9. PART 9. PART SIZE: SIZE: In terms of moulding language, part extents equates to checking the size of the part and checking for comfortable allowances for sprues, runners, ejector pins and other items needed to make the mould work. injection moulded ed design design part should be