Download
1 / 34
460 likes | 1.72k Views
Solvent Extraction for BTX Recovery by IIP / EIL Sulpholane Extraction Process. IIP- IIChE Seminar February, 2010. Contents. Introduction Theoretical basis EIL-IIP Process Key elements in extraction technology Commercial performance Facilities at EIL / IIP Conclusions. Introduction.

E N D
Solvent Extraction for BTX Recovery by IIP / EIL Sulpholane Extraction Process IIP-IIChE Seminar February, 2010
Contents • Introduction • Theoretical basis • EIL-IIP Process • Key elements in extraction technology • Commercial performance • Facilities at EIL / IIP • Conclusions
Introduction • Benzene/Toluene/Xylene (BTX) are separated from catalytic reformates / naphtha cracker pygas C6 cut • Normal distillation can not be used to separate BTX from non-aromatics due to close boiling and azeotrope formation • Extraction and/or Extractive Distillation is used to meet the objectives • Solvent extraction separates components based on their molecular structure instead of boiling point • Unit performance • Prod purities > 99.95% • Benzene & Toluene recoveries > 99% min, xylene > 95%
Binary Benzene and C6/C7 Azeotropes Benzene BP 80.1 Deg C
Typical Feed Details In wt%
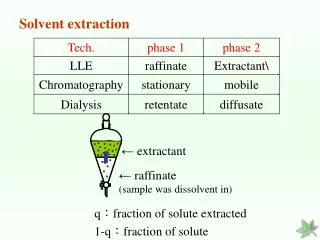
How is it carried out • Feed is mixed with a solvent which has a capacity to dissolve one or more of the feed component (solute) • Transferring solute distributes itself differently between the two liquid phases resulting in separation. • An ideal solvent should have good balance of solvency and selectivity to provide acceptable solvent circulation rate and multiple contacting devices • Triethyleneglycol, tetraethyleneglycol, N-methyl pyrrolidone, N-formylmorpholine and Sulpholane (Tetrahydrothiophene, 1-1 dioxide) have been used commercially
Properties of Solvents • Polar solvents have qualitative similarities in ability to dissolve various species of hydrocarbons • Solubilitiy decrease in the order dicyclic aromatics > monocyclic aromatics > monocyclic naphthenes > monoolefins > paraffins for same no of carbon atoms • For HCs in the same homologous series solubility decreases as molecular weight increases • The Selectivity i.e. ability of a solvent to distinguish between various components of a hydrocarbon mixture decreases as the hydrocarbon content of a phase increases
Advantageous properties of Sulpholane • At the same selectivity sulpholane can carry more dissolved hydrocarbons leading to reduced solvent circulation rate • Has high specific gravity (1.26) permitting a high throughput to be obtained as capacity is controlled by difference in density between HC and solvent phases • Low sp heat (0.4) reduces heat loads associated with temp changes from top to bottom of fractionators and reduces duty on solvent heat exchangers • High boiling pt (555 F) facilitates removal of extract from solvent • Thermal stability and non corrosive character towards carbon steel under commercially operating conditions
Combination of extraction and extractive stripping • In liquid-liquid systems light non aromatics are more soluble in the solvent than heavy non aromatics hence L-L extraction is more effective in separating aromatics from heavy non aromatics • In contrast light non aromatics are more easily stripped from the solvent by extractive stripping than are the heavy non aromatics implying stripping is more effective in separating aromatics from light non aromatics. • L-L extraction and extractive stripping thus provide complimentary features. Contaminants difficult to separate in either section are easier to separate in other section
Flow scheme of extraction processes • Feed preparation • Removal of undesired components • Feed is fractionated to yield desired cut range range of feed • Extraction • Physically contacting feed with solvent counter currently to extract aromatic components • Heart of the process which controls the overall economics of the process • Extract stripping • Non aromatic components are stripped from extract
Flow scheme of extraction processes cont. • Solvent recovery • Distillation / flash is normally used to recover solvent from raffinate and extract for meeting product specs and to reduce solvent loss • Raffinate wash • Dissolved sulpholane from raffinate removed • Solvent may require treatment • Solvent undergoes degradation due to its exposure to wide change in temperature and operating condition • A part of the solvent may be treated and mixed with main solvent to meet extraction operating requirements • Excess water is separated
Simplified BTX Sulpholane Extraction Unit RAFFINATE EXTRACT RECOVERY COLUMN EXTRACTOR EXTRACTIVE STRIPPER B3 RAFFINATE WATER WASH HC FEED EXTRACT EXTRAC
Key elements in extraction technology • Solvent selection • Phase equilibria • Physical properties • Stage calculations • Equipment design • Process optimization
Experimental data base • The system comprises C4-C8 parrafins, C8-C9 naphthenes, C6-C8 aromatics, Sulpholane and water • Design of extraction and extractive distillation steps require detailed phase equilibiria of the system • Compilation of data from literature as well as experimentation at IIP. • About 700 ternary and multi component LLE data & 300 binary and ternary VLE data points generated • LLE were studied under atmospheric and moderate Pr conditions and temperature of 25-150 C whereas VLE at determined under atmospheric and low pr. • Mass transfer studies on HC-Solvent systems carried out in laboratory continuous units.
Phase equilibrium prediction • NRTL model used for phase equilibrium calculations • In this model only two binary interaction parameters per binary are required for estimation of activity coefficient of any component in a multi component system • A third parameter known as non randomness parameter is independent of temp and is taken as constant (0.3 for completely miscible systems & 0.2 for partially miscible systems)
Phase equilibrium prediction contd. • For those binaries where experimental data not available UNIFAC model used to generate activity coefficients and then NRTL binary parameters generated by data reduction of the activity coefficients • In UNIFAC model system is supposed to be a mixture of functional groups rather than actual components. • Parameters for these groups are available from literature • Isothermal operation used for extractor calculations
Physical properties • Accurate prediction of physical properties at various points in the process is required fro successful process design • Physical property packages in commercial simulators do not provide accurate prediction over the wide range encountered in extraction processes • Capability for physical property prediction of petroleum fractions in presence of polar solvents has been developed & applied successfully
Flow sheet material and energy balance • Generate mass balance, equilibrium relationships and summation equations for all stages and solve simultaneously using Newton Raphson method • For multistage computation of extractive distillation and solvent recovery columns, Naphtali Sandholm method used. • For raffinate wash column distribution coefficients of the solvent between water and HC phases established and used • Procedure has been automated in a simulation s/w ARUSIM • Validity of computation model established from data generated by carrying out mass transfer studies at IIP in laboratory continuous columns
Process Simulation • Can be used to carry prelim economic balance (capital cost vs operating cost) • At a fixed solvent feed ratio, the solute extracted increases with increase in number of theoretical stages • At a given extent of extraction, the extraction stages decreases with increase in solvent feed ratio • Higher solvent ratio makes the extract solution dilute thus increasing the cost of recovering the solvent (operating cost) • For given feed composition and product specs simulations are carried out to determine S/F and number of stages iteratively
Design of liquid-liquid extraction column • Estimation of the diameter required to accommodate the desired throughput • Height or no of stages to achieve desired separation these parameters depend on - Solvent to feed ratio (S/F) - Column throughput rates - System properties and column internals • In principle it is possible to design from first principles without experimental recourse except phase equilibrium • However Correlations available generally are valid only for pure systems/aqueous systems and for small columns • Necessary to carry out pilot scale tests with system of interest and empirical scale up rules are used
Equipment Design • Development of process can not be independent of the choice of equipment to carry out extraction process • Problems in equipment design may arise from - Extreme Phase flow ratios - Extreme viscosity ratios - Small density difference - Very low interfacial tension - Contamination - Change of wetting characteristics during operation
Equipment Design contd. • For distillation equipment design methods are available with commercial experience of EIL • For extractor design ease of phase separation is an essential parameter. Sulpholane-HC system enables easy separation hence column type extractors could be used. • Hydrodynamic and efficiency calculations for the sieve tray columns have been developed based on available correlations. • Developed model tested with commercial data. For mass transfer a system factor obtained by fitting commercial data, is used which
Commercial performance BPCL aromatics extraction unit • Processes : 170,000 tpa reformed naphtha • Produces: 98,000 tpa Benzene 17000 tpa toluene, balance low aromatic naphtha • Originally designed for 63% Aromatics, Successfully commissioned even with 72% aromatics • Even after 2 years operation, operating temperature of clay tower maintained at 175 C. Max permitted 200 C • Guarantee run at 105 % of design capacity • Raffinate contains < 0.05 % benzene • Solvent loss 2-3 ppm on product, guaranteed value 10 ppm
Commercial performance contd. Plant value (Design) Product Purity (wt%) Recovery (wt%) Benzene 99.99 (99.9) 99.9 (99.6) Toluene 99.89 (98.0) 99.6 (97.0) Two units for BTX extraction have been built with this indigenous technology • Three units for production of food grade hexane are also operating • has been further extended for dearomatization of high aromatic straight run naphtha to produce low aromatic naphtha for use as naphtha cracker and fertilizer feed stock
Facilities at EIL R&DC Experimental facilities • Sieve tray column of 300 mm diameter & RDC of 100 mm diameter equipped with solvent recovery unit • Glass extraction column of 100 mm diameter to understand various hydraulic parameters in extraction column. Various internals have been studied e.g. sieve tray, random & structured packing • High pressure phase equilibrium still • Studies carried with standard systems with low interfacial tension and with actual systems like Naphtha sulpholane and naphtha –TEG. The facilities have been used to generate hydrodynamics & mass transfer parameters
Facilities at EIL R&DC contd. • Have access to the developments at PSTC, Univ. of Texas USA. The information has been used to improve our understanding of hydrocarbon water system, structured packing especially developed for extraction services, baffle tray etc. • Simulation and modeling capabilities for feed characterization, thermodynamics of extraction, extraction unit simulation and Process integration capability for energy integrated process design • The above development has been with active support from IIP, operating companies, process design, equipment design and engineering groups of EIL and assistance from CHT
Facilities at IIP • Single stage mixer settler • 1.5 inch glass packed column • 2 inch high speed centrifugal extraction column • High pressure phase equilibrium still • GC, HPLC, physical property systems Facilities used to carry out studies with various solvents, feed characterization, solvent screening, basic design etc
Conclusions • Extraction technology is available in the country with reasonable maturity • Technology needs to be upgraded continuously in line with developments world over • Some of the areas are • Membrane phase contactor • New internals for extraction column • Dynamic simulation etc
B ENZENE BT EXTRACTION BT FRACTION’N TA / DP NAPHTHA SPLITTER PRETREATER REFORMER HDA ISOMERISATION PARA-XYLENE PARA XYLENE RECOVERY XYLENES FRACT’N O-XYLENE
BUTENE-I FUEL GAS H2 HDPE HDPE H2 BUTENE-I BUTENE-I NCU ETHYLENE LLDPE/ HDPE H2 LLDPE/HDPE PROPYLENE PP PP H2 H2 CHU MIXED C4’S RAW PG PGHU BEU BENZENE H2 PY GASOLENE CBFS