Download
1 / 19
710 likes | 2.43k Views
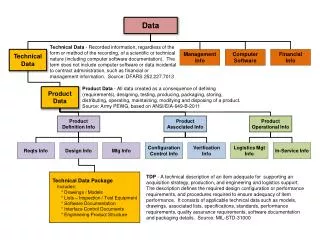
DOC NO.: E-TEC001-1. TEXTURE TECHNICAL DATA. 一 . 咬花的目的 二 . 什麼是咬花 三 . 各類花紋之比較 四 . 咬花事前檢查項目 五 . 慎選模具材料與製造方法 六 . 精密測試 / 咬花粗度比較 ( 噴砂 , 梨地 , 皮紋 , 寫真 ) 七 . 塑料與咬花深度 八 . 結論. 一 . 咬花的目的 增進塑膠零件的外觀質感. 使產品呈現多變化或全新的設計. 二 . 什麼是咬花 ? 咬花. 噴砂. 梨地. 化學蝕刻. 皮紋. 線 . 柄紋 . 幾何圖形 . 木紋 . 髮線.

E N D
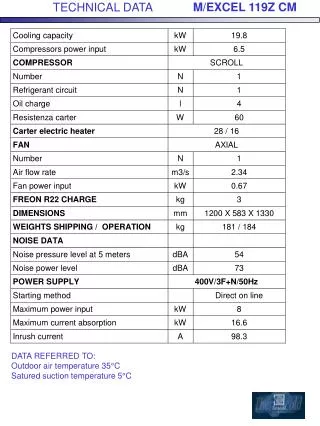
DOC NO.: E-TEC001-1 TEXTURE TECHNICAL DATA 一.咬花的目的 二.什麼是咬花 三.各類花紋之比較 四.咬花事前檢查項目 五.慎選模具材料與製造方法 六.精密測試/咬花粗度比較(噴砂,梨地,皮紋,寫真) 七.塑料與咬花深度 八.結論
一. 咬花的目的 增進塑膠零件的外觀質感 使產品呈現多變化或全新的設計
二. 什麼是咬花? 咬花 噴砂 梨地 化學蝕刻 皮紋 線.柄紋.幾何圖形.木紋.髮線 最淺的咬花深度是2umm,常被使用在壓克力的表示窗,防止光 線亂射及防止反射等加工處理.最深的咬花是3mm,仿大理石, 常被用在浴室的磁磚. 所謂良好的咬花是: 1.與設計相調和. 2.付於價值感. 3.均等劃一的加工 4.不易損傷商品本身-G TYPE的噴砂,梨地,皮紋 5.成形壽命長--1.皮紋 2.梨地 3.噴砂 6.價廉,交貨快--1.噴砂 2.梨地 3.皮紋 7.維修簡單-----1.噴砂 2.梨地 3.皮紋 要做良好的咬花之前的檢查事項 OK----GO NO----換淺的花紋或加大脫模角度 1. 模具的脫模角度 2. 模具的材質是否一樣 OK-- --GO NO----請先告知咬花廠 3. 模具的打光 OK----GO NO----再加強打光 4.成形材料是否一樣 OK----GO NO----請教材料商或告知 咬花廠 5.溶接 NO----GO YES---退火 OK----NG 無光澤的咬花可以,有光澤的可能會造成 局部有陰影. NG---不能咬花或噴砂會造成斷差.
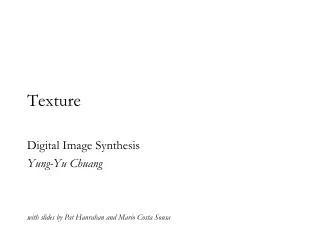
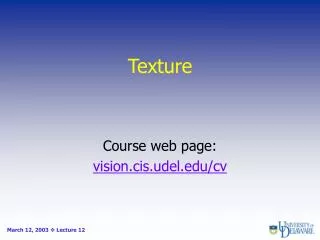
B draft angle depth of texture draft angle A taper depth
Draft Angle Pattern Depth 5 ° .003 This illustration indicates that this .003°deep pattern would require approximately 5°draft.
三.各類花紋之比較 噴砂 (HN20-23,1000-1017, No.1-12 HN 3000-3013) 加工:一日-三日 特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣 注意點:耐久性短,細砂 5000--10000射次 中砂 20000--50000射次 粗砂 50000--100000射次 * 樹脂過硬及模具硬度低則壽命會短 維修:可以部份修理.先將初期製造的成品保管起來.可依照花紋進行修理 2 .封貼 噴砂 1 . 模具的脫脂 3 .噴砂加工 4 .除去貼紙 5 .清洗 6 .防鏽 梨地 ( 24-31 ,418-422,梨地 No. 1-9 , HN 2000-2060 ) 加工:一日-四日 特徵:1.交貨期短 2.可取得中程度且均勻的圖樣. 3.比噴砂可多一倍的 耐性, 100000--200000射次 . 4 .粗紋可隱藏睆接線和凹陷 注意點:耐久性比皮紋低,複雜且深窄形狀會形成花紋不均 維修 :與噴砂同 流程圖: 梨地 1.模具脫脂 2 .封貼 3 . 表面處理. 4 .蝕刻. 5 .噴砂用封貼 6.乾燥 7 .噴砂 8 .除去貼紙. 9 .洗淨.10 .防鏽
皮紋 ( HN 423-441, 608-631, 4000-4055, NO. 1--181 ) 加工 : 四日---七日 特徵 : 1.具耐久性 100,000-500,000射次 2.不易破壞製品 注意點 : 1.加工時間長. 2.價格偏高. 維修 : 1.可以做部份修理,但100%的修理不可能. 2.生鏽,瓦斯燒灼,只須做表面處理既可. 流程圖 皮紋 1 .模具的脫脂 2 .封貼 3 . 咬花加工面的脫脂 4 .描繪圖型 5 .烘烤 6 .修正圖形 7 .第二次封貼 8. 蝕刻 9 .噴砂用封貼 10 .除去貼紙 11 . 洗淨 12 . 防鏽 線 ( No. 1-12 ) , 柄 ( No.1-27 ) , 木紋 ( No.1-8 ) 加工 : 三日---五日 注意點 : 無法做三次元曲面的加工,連修理也不行. 維修 : 生鏽,瓦斯燒灼,只須做表面處理既可. 流程圖 線,柄,幾何學圖形 1 .一次脫脂-----模具全體 . 2 .二次脫脂-----咬花面 . 3 .底片裁剪 4 .感光膜塗佈 5 .乾燥 6 .貼底片 7 . 曝光 9 .現像 10 .加熱 11 .圖形修正 12 .封貼 13 .蝕刻 14 . 感光膜剝離,洗淨 15 .噴砂 16 .洗淨 17 .防鏽
四 . 咬花事前檢查項目 : ( 咬花廠品檢項目 ) 1 .確定咬花範圍,成品圖,模具圖及成形品是必要的. 2 .模具鋼材的確定. 3 .放電加工的有無. 4 .熔接的有無以及掌握其條件. 5 .模具的硬度 ( 熱處理,氮化 ). 6 .脫模角度. 7 .有無配合的關連品 ( 成品 ). 8 .成形材料的種別. 9 .模具的總數量. 10 .確認咬花番號及其咬花加工面上的打光程度. 11 .模具表面的傷痕,鏽的檢查.
五 .慎選模具材料與製造方法 1 .市售的模具用鋼,構造精密的金屬,繫結順利的完成.硬度較高的 被視為良品. 2 .有關配件方面最好是使用相同的材質.為增加其快削性而使用硫 黃會導致影響加工工程, 形成偏析, 咬花面成為線條狀. 3 .在模具的機械加工工程方面,要加工咬花的面如給予不均等熱度 會影響咬花加工,請注意使用銳利的刀具. 4 .補模熔接時應注意事項: a .一定要先預熱. b .使用與模具相同材質的熔接棒或是使用張力強度相等的金屬. c .施行退火處理,熔接後母材與熔材一起加熱後自然冷,忽略這步驟 就會發生咬花深度不同或咬不下去的現象. d .SUS系不鏽鋼調質品在熔接後若是不再調質或熱處理,一定會發 生咬花斑點. e .熔接窒化處理過的模具,必須完全脫窒後實行.若馬上熔接會產生 有針孔,熔接不良等現象出現. 5 . 放電加工過的模具其表面變成硬化層會影響咬花加工,因此必須磨 掉硬化層,尤其是不鏽鋼系模具鋼的放電硬化層不反應在藥物上, 一定要打光到除去為止,否則不可能咬花. 6 .放電層的確認是將模具表面的油分用溶劑將模具洗淨,塗上第二鹽 化鐵液,不在藥物上產生反應的放電層其所留的光澤,容易以肉眼 分辨出來. 7 . SUS系列不鏽鋼的 STAVAX , PD555 , 420等,在熱處理之後幾乎 尺寸不變,等模具加工完之後再熱處理,磨剩的放電層也會軟化變 成與母材同硬度,便可咬花.
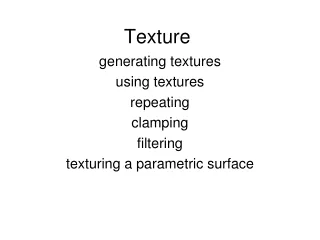
六. 咬 花 粗 度 比 較 / 精 密測 試 以下是使用德國 HOMMEL TESTER T1000型表面粗度測定器所測出 表面粗度, 深度及圖形, 藉此可 明白區分噴砂, 梨地,皮紋及寫真等類花 紋之不同. 主要符號說明如下: Ra:算 術平 均 粗 度 值 Rz: 山 谷 平 均 值 Rm:最 大 山 谷 深 度 值 噴 砂 梨 地 皮 紋 寫 真 NO:12 NO:9 NO:NH4044 柄 NO:26 Hommer Tester T1000 C - 320 Dat:-------------- Nr:---------------- Hommer Tester T1000 C - 320 Dat:-------------- Nr:---------------- Hommer Tester T1000 C - 320 Dat:-------------- Nr:---------------- Hommer Tester T1000 C - 320 Dat:-------------- Nr:---------------- Lt = 15 mm Lc = 2.5 mm Ra = 12.18 Um Rz = 58.84 Um Rm = 64.88 Um Nr = 00023/cm Lt = 15 mm Lc = 2.5 mm Ra = 09.81 Um Rz = 56.24 Um Rm = 64.32 Um Nr = 00032/cm Lt = 15 mm Lc = 2.5 mm Ra = 04.53 Um Rz = 26.92 Um Rm = 32.16 Um Nr = 00057/cm Lt = 15 mm Lc = 2.5 mm Ra = 23.79 Um Rz = 91/.16Um Rm = 92.64 Um Nr = 00012/cm 15 mm 15 mm 15 mm 15 mm
MOLD-TECH咬花製作參考資料 TEXTURE # DRAFT DEEP. TEXTURE # DRAFT DEEP. MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11040 MT-11150 MT-11160 1°? MIN .0004 .001 .0015 .002 .003 .0045 .003 .003 .002 .0035 .006 .0025 .002 .0025 .0025 .00275 .004 MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280 4.5 4 5.5 6.5 7.5 6.5 4 6 2.5 3 4 3 6 7 6 5 8 .003 .0025 .0035 .0045 .005 .0045 .0025 .004 .0015 .002 .0025 .002 .004 .005 .004 .0035 .0055 1.5 2.5 3 4.5 6.5 4.5 4.5 3 5.5 9 4 3 4 4 4 6
MOLD-TECH咬花製作參考資料 TEXTURE # DRAFT DEEP. TEXTURE # DRAFT DEEP. MT-11300 MT-11305 MT-11310 MT-11315 MT-11320 MT-11325 MT-11330 MT-11335 MT-11340 MT-11345 MT-11350 MT-11355 MT-11360 MT-11365 MT-11370 MT-11375 MT-11380 3.5 ° 7.5 ° 7.5 ° 1.5 4 4.5 3 3 4.5 4.5 5.5 4 5.5 7 6 6 6 .0025 .005 .005 .001 .0025 .003 .002 .002 .003 .003 .0035 .0025 .0035 .0045 .004 .004 .004 MT-11400 MT-11405 MT-11410 MT-11415 MT-11420 MT-11425 MT-11430 MT-11435 MT-11440 MT-11445 MT-11450 MT-11455 MT-11460 MT-11465 MT-11470 MT-11475 MT-11480 3 4 5.5 3 4 5.5 10 15 1.5 2.5 4 4.5 5.5 7.5 3 3 4.5 ° .002 .0025 .0035 .002 .0025 .0035 .007 .010 .0005 .0015 .0025 .003 .0035 .005 .002 .002 .003
NIHON ETCHING咬花製作參考資料 TEXTURE # DRAFT DEEP. TEXTURE # DRAFT DEEP. HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 1 ° 1 1.5 1 1 1 2 2.5 3 1.5 2 3 3.5 4 5 3 4 - 5 u 5 - 6 8 - 3 - 4 4 - 5 5 - 6 10 - 11 12 - 13 17 - 19 6 - 7 7 - 8 13 - 14 25 - 27 33 - 37 43 - 50 19 - 21 HN1016 HN1017 S G 4 ° 5 ° 半光澤 全光澤 32 - 33 36 - 38
NIHON ETCHING 咬花製作參考資料 TEXTURE # DRAFT DEEP. TEXTURE # DRAFT DEEP. HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013 HN2014 HN2015 1.5 ° 2 ° 2.5 3.5 4 5.5 5.5 5 5 3 3.5 2 3 3.5 2.5 2.5 ° 8 - 9 u 13 - 15 22 - 34 40 - 44 44 - 47 61 - 65 60 - 63 61 - 64 63 - 66 33 - 35 43 - 46 20 - 21 28 - 32 30 - 35 19 - 22 25 - 29 HN2016 HN2017 HN2018 HN2019 HN2020 HN2021 HN2022 HN2023 HN2024 HN2025 HN2026 S G 3 ° 4 4 5 2 2.5 3 4 4.5 5 ° 5 ° 半光澤 全光澤 33 - 38 u 38 - 41 50 - 58 70 - 75 16 - 23 23 - 26 25 - 27 30 - 34 42 - 50 52 - 56 62 - 70
NIHON ETCHING 咬花製作參考資料? TEXTURE # DRAFT DEEP. TEXTURE # DRAFT DEEP. HN3000 HN3001 HN3002 HN3003 HN3004 HN3005 HN3006 HN3007 HN3008 HN3009 HN3010 HN3011 HN3012 HN3013 S G 1.5 ° 1.5 1.5 2.5 3 3 3.5 1.5 2 2.5 2.5 3 3.5 3.5 半光澤 全光澤 4 - 5 u 5- 6 7 - 9 8 - 11 10 - 15 16 - 18 17 - 20 7 - 9 9 - 11 12 - 14 15 - 18 18 - 22 24 - 28 27 - 31 NO.1 NO.2 N0.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 NO.11 NO.12 S G 1 ° 1 ° 1 ° 1 ° 1 ° 1.5 ° 1.5 ° 2 ° 2.5 ° 3 ° 3 - 4 ° 4 - 5 X 半光澤 全光澤 ?? 1.7 u 1 1.4 1.8 2.9 4 6.5 7 7.7 10 - 11 12 - 15 16 - 18
NIHON ETCHING咬花製作參考資料 TEXTURE # DRAFT DEEP. TEXTURE # DRAFT DEEP. HN20 HN21 HN22 HN23 HN24 HN25 HN26 HN27 HN28 HN29 HN30 HN31 S G 2.5 3 3 - 4 4 - 5 4 4 4 5 5 - 6 5 - 6 6 6 半光澤 全光澤 12 - 14 u 15 - 17 23 - 25 33 - 37 19 - 21 23 - 25 26 - 30 37 - 40 41 - 43 45 - 50 58 - 63 65 - 73 梨 地NO.1 NO.2 2 2.5 3 3.5 4 4.5 6 6 6 半光澤 全光澤 8 - 9 u 15 - 16 15 - 17 16 - 18 20 - 23 25 - 30 40 - 42 57 - 60 60 - 66 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 S G
七.塑料與咬花深度 1.脫模度預留0.5度或0.005 mm深/安全量 2. tolerance is +/- 0.0025mm (Hommel Tester T1000精密測試) (0.005mm) 0.0002 (0.005mm) 0.0002 ABS 3. PS PC [黏度(viscosity) / 流動長度 ] 4. exp: apple G-1 texture minimum draft required:3.5度for ABS & PC, 2.5度for PVC PLASTIC SPECIFICATION STEEL SPECIFICATION ===================================== DEPTH NR DEPTH NR (in/1000) pk/in (in/1000) pk/in (Microns) pk/cm (Microns) pk/cm GOAL 1.8 - 2.1 >60 2.2 - 2.5 >80 45 - 53 >24 55 - 64 >31 ACCEPTABLE 1.7 -2.2 >50 2.1 -2.6 >70 43 - 56 >20 53 - 66 >28
八. 結 論 1.為能達到完美的咬花處理 , 訣竅在[均勻一致性] 2.***沒有數據就是不科學***
窒化處理 窒化處理為在鋼材表面上,形成化含 物( e 層 ) 增加 其耐磨 性 析質硬化系的 NAK 80, HPM 50為容易窒化處理之鋼材, 所以在窒化 處理的條件調整至最低的情形下, 還是會有 1 - 3 um (通常 5 - 10 um) 的硬化層( e 層 ) 形成. 真空軟窒化過程 (VIVNT)為: a. 沒有光澤的咬花 模具廠 咬 花廠 窒化處理 b. 沒有光澤的噴砂 模具廠 噴砂加工 窒化處理 模具廠 窒化處理 噴砂加工 因為是不穿透硬化層的加 工,所以兩者之中任何一個步驟都可以. c. 有光澤的咬花 , 噴砂 模具廠 咬花或噴砂和光澤處理 窒化處理, 脫窒處理 光澤再加工 如果不按此過程的話 光澤將無法恢復; 不過如照此過程也只能有 70% - 90% 的光澤度重現. 上記之脫窒處理不會影響到硬化層之硬度 所以耐磨性不變 .