Download
1 / 31
310 likes | 417 Views
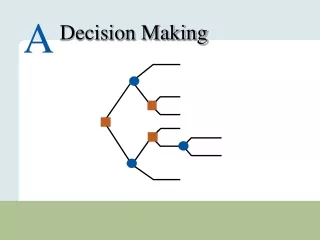
CBM Decision making. P-F Interval Optimized CBM decisions History, Anatomy, Nature of data. Two Bearings. Noise starts. Risk. Warning 2 wks. Functional performance. Very critical. OK. Failed. Brg A. P-F = 2 Weeks. 1/3.5. Warning 2 days. OK. Noise starts. Failed.

E N D
CBM Decision making P-F Interval Optimized CBM decisions History, Anatomy, Nature of data
Two Bearings Noise starts Risk Warning 2 wks Functional performance Very critical OK Failed Brg A P-F = 2 Weeks 1/3.5 Warning 2 days OK Noise starts Failed Conditional Probability of Failure Not so critical P-F = 2 Days Brg B 1/7 Assertions: 1. The lower the Mean Time Between Failure (MTBF), the more frequently you monitor? 2. The more critical, the more frequently you monitor? Two Bearings Inspection interval 1 week (MTBF = 3.5 years) Insp. interval 1 day (MTBF = 7 years)
Is CBM for the failure mode in question applicable? (Is there a clearly identifiable condition indicator? Is the NO warning time adequate?) Is CBM for the failure mode in question effective ? (Is there an economical CBM YES task and interval that will avoid or reduce, to a tolerable level, the consequences of the failure?) CBM not applicable or not effective -> Descend to next NO task type in the RCM algorithm. YES is the warning period of the order of days, weeks, or Initial inspection Interval = months? X/2 Days (Weeks, Months) X Days (Weeks, Months) How many days (weeks, months)? Initial inspection interval
Inspection data Ideal Real Inspection Interval ? * Warning Interval ? P-F Interval Potential Failure P ? Failure F The Elusive P-F Interval * Condition Working Age
The conventional CBM decision method from Nowlan & Heap, (Moubray) Potential failure, P Detection of the potential failure Detectable indication of a failing process Condition Net P-F Interval Functional failure, F P-F Interval CBM inspection interval: < P-F Interval Working age
The P-F Interval method Assumes that: • The potential failure set point, P, of an identifiable condition is known, and that • The P-F interval can be found and is reasonably consistent (or its range of variation can be estimated), and that • It is practical to monitor the item at intervals shorter than the P-F interval
Obstacles to the practical application of the P-F decision model • One may mistakenly infer from the P-F graph a single condition indicator influences failure probability. • P and P-F can be random variables. • P may not be constant for different working ages of the item.
Special case 1 – completely random (age independent, dependent only on condition monitoring data) PF detected at least 2 months before FF. Inspections at 2 month intervals Failures occur on a random basis PF FF F2 F3 F1 0 1 2 3 4 5 Age (years) Special case 2 – completely age dependent Tread depth when new = 12 mm P-F interval At least 5000 km Tread depth Maximum rate of wear Potential failure = 3 mm PF Functional failure = 2 mm FF 0 10 20 30 40 50 Cross-section of tire tread Operating Age (x 1000 km) Moubray (RCM II) addresses two extreme cases Many failure modes are both age and condition indicator dependent. (The age parameter often summarizes the influence of all those wear related factors not explicitly included in the decision / risk model.)
The CBM Decision supported by EXAKT Given the condition today, the asset mgr. takes one of three decisions: • Intervene immediately and conduct maintenance on an equipment at this time, or to • Plan to conduct maintenance within a specified time, or to • Defer the maintenance decision until the next CBM observation
EXAKT has two ways of deciding whether an item is in a “P” state • A decision based solely on failure probability. • A decision based on the combination of failure probabilityand the quantifiable consequences of the failure, and
Age data • CM data • Cost data Hazard Model Transition Model Cost and Availability Model Maintenance Decision RULE Failure probability The two methods
The anatomy of CBM Data Acquisition Signal Processing Decision Making
Data acquisition • HART (Highway Addressable Remote Transducer) • A backward compatible enhancement to the 4-20mA instrumentation installed in plants today. • Allows two-way communication with the smart microprocessor based field devices that are now commonplace • Carried on the same wires as, and not interrupting the 4-20 mA signal • Provides access to the access to the wealth of information in 12 million HART devices. • Process related variables are transmitted back as an IEEE floating point values with engineering units and data quality assessments. • Supported by all of the major global instrument suppliers www.hartcomm.org www.mimosa.org • MIMOSA (Machinery Information Management Open System Alliance) • Human-Machine Interfaces (HMI), Manufacturing Execution Systems (MES), Plant Asset Management (PAM) systems, Enterprise Asset Management (EAM) systems, Operational Data Historian Systems (ODHS), and Condition Monitoring (CM) systems. • Common relational information system (CRIS) www.osacbm.org • OSACBM (Open System Architecture for Condition Based Maintenance) • UML • AIDL • IDL (CORBA, COM/DCOM, XML dotNET)
Notification logic – CBM trigger • PI Alarm • PI Performance Equation • PI Advance Computing Engine
The anatomy of CBM Data Acquisition Signal Processing Decision Making b b b
Signal Processing • Failure modes: • Shaft Rubs at bearings and seals due to oil whip, • coupling misaligned, • growth due to thermal effects, • lubrication loss, • oil contaminated, • blade erodes due to wet steam causing charge separation and cavitation, • charge separation and spark discharge due to dry steam at inlet to turbine with partial admission, • shaft grounding lost, • intermittent ground fault due to torn copper leaf, • insulation shorted at bearings, • seals and couplings, • stator core lamination shorts, • diode fails in generator excitation, • excessive transients in pulse width modulated rotor and/or stator electrical supply U.S. Patent No. 6460013 www.gaussbusters.com
Signal Processing Many, ordinarily random signals, when represented in state space using a branch of mathematics known as Chaos theory, display patterns, deviations from which may be tracked and related to specific modes of failure.
Active Noise Cancellation (ANC) 1. Adaptive technique to remove noise in real-time 2. The ANC has been successfully applied in canceling noise during the use of mobile phones 3. Especially suitable for filtering the vibration signal of a component that has been seriously affected by vibrations generated from adjacent components
Primary signal (with interference) Interfering signal Resulting signal reveals the faulty impacts Save data Active Noise Cancellation (ANC) The impacts caused by the bearing can be easily identified. Peter Tse – SAMS, City University, Hong Kong
Use of ANC and Wavelet’s Decomposition to Verify the Cause of Bearing Defects The results can be used to find the cause(s) of bearing defect(s) by matching the interval of impact (around 9ms per impact) as shown in the display. Bearing (SKF 6215) -Calculated bearing race characteristic frequencyat a rotation speed of 25 Hz is113.6 Hz. Hence, the period of impact caused by a bearing’s race defect should be around 9 ms which is closely matched with the impacts as shown. Peter Tse – SAMS, City University, Hong Kong
10 Where? 10 61/62 25/26 68 Signal processing … What next? P-F Intvl
The third sub-process of CBM • Availability • Cost • Mission reliability • Other KPI’s Decision Making! Residual life estimate 56 days
10 What is data?
By failure: • By suspension, and Two major types of data: • Age (event) data: • the beginning of a life-cycle, and • the ending of a life-cycle: • Potential • Functional 3. non-rejuvinating events: • Condition monitoring data: • Measurements and inspections • Process data: • External variables • Internal variables
Two types of CBM variables 1. External: CBM measurements that detect abnormal stresses on a system that, if uncorrected, will eventually and predictably provoke a failure that has not yet initiated, and 2. Internal: CBM measurements that detect the result of abnormal stresses – that is, they monitor a failure that has already begun, but has not progressed to the point where a required function has been lost. Sometimes external variables are simple and inexpensive to acquire, and have significant predictive content.
Prediction? • Failure process has initiated. How much time before functional failure? • High frequency vibration detected. • Failure process has not yet initiated but will initiate soon. What is the recommended action now? • Accumulated stress incidences, for example: water in oil, overloads, cold starts, etc. Internal If machine stops the variable process stops. External If machine stops the variable process continues.
Advantages of external variables Randomness, being the rule, rather than the exception, is it reasonable for us to assume that we will usually find a monotonically rising trend of some monitored variable throughout a component’s lifecycle, from which we may predict its failure? A reasonable approach to CBM would be also to monitor the equipment and its operating context for signs of external conditions causing abnormal stress, which, if allowed to persist, will be destructive. Doctors monitor cholesterol to determine whether our arteries are in danger of clogging. At a certain level, they order a corrective action, usually a change in lifestyle. Maintainers monitor oil levels to avoid the consequences of over- or under-lubrication. Vibration analysts determine a condition of foundation weakness, shaft misalignment or of rotor imbalance, which, if uncorrected, will lead to serious failure.
10 CBM Optimization