Download
1 / 20
200 likes | 336 Views
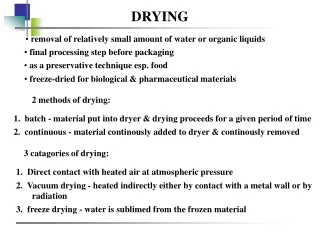
On-line Drying of Augmented Offgas Charcoal. Ken Sejkora, B rad Barrus, Charles Minott, Phil Harizi, Paul McNulty Entergy Nuclear Northeast – Pilgrim Station Presented at the 12 th Annual RETS-REMP Workshop Atlantic City, NJ: 24-26 Jun 2002. Offgas Treatment System Diagram. 30-min Holdup.

E N D
On-line Drying of Augmented Offgas Charcoal Ken Sejkora, Brad Barrus, Charles Minott, Phil Harizi, Paul McNulty Entergy Nuclear Northeast – Pilgrim Station Presented at the 12th Annual RETS-REMP Workshop Atlantic City, NJ: 24-26 Jun 2002
Offgas Treatment System Diagram 30-min Holdup Main Stack Air Ejector Augmented System Recombiner Charcoal Adsorbers Cooler Condenser & Moisture Separator 30-min Holdup Offgas Condenser
PNPS AOG Charcoal System Design • Two trains of six series beds each; configurable as series or parallel operation; 12 beds total • 3 tons charcoal/bed; 36 tons total • Nominal flow rate = 12 scfm • Design retention = 29 hours for Kr, 525 hours (22 days) for Xe; Activity Reduction Factor = 185 • Permanent fixture… not designed for removal or replacement of charcoal, no sample ports, minimal instrumentation/monitoring
Charcoal Retention Behavior • Lower is better! • Lower humidity/moisture content yields more available adsorption sites • Lower flow rate yields more contact time, longer retention time; inverse relationship… flow*2 = retention*0.5 • Lower temperature yields better dynamics for retention on available sites
Noble Gas Retention Efficiency vs. Charcoal Moisture Content
AOG Inlet/Outlet Comparison 04-Sep-2000 Data, Flow = 37 scfm
PNPS CHALLENGES • High moisture content: charcoal in vessels was 22% moisture by weight… saturated!! • High air inleakage: 32-62 scfm vs. design value of 12 scfm • Perception: tight fuel meant noble gas releases were low… belief by some that AOG wasn’t needed for ALARA, as doses were already well below 10CFR50 Appendix I objectives
Challenges: Moisture • Poorly instrumented lines… most points were local readout only, no recording of flow, temperature, dew point, etc. • Charcoal was saturated, 22% moisture content… 15,800 lbs = 1,900 gal water • High dew point (50+ deg.F), high humidity (70+%) air into charcoal… kept charcoal saturated • Automatic cooler condenser drain valve was not functioning, would not allow condenser to drain; poor condenser performance, plus carryover of liquid water into charcoal vessels
Challenges: Moisture (continued) • Opening cooler condenser drain valve improved condenser performance… reduced dew point from 50+ deg.F to <28 deg.F • Objective: Now that we had dry air going into charcoal, how do we remove existing 2,100 gallons of water in vessels? • Engineering solution: On-line drying, by heating room to 100+ deg.F, to raise temperature of beds… low dew point air flowing through beds will remove water
On-line Drying: HVAC Approach • Detailed engineering and 10CFR50.59 evaluation • Concern for potential combustion of charcoal… limited room temperature to maximum of 125 deg.F • High room temperature raised charcoal temperature from ~77 deg.F to ~89 deg.F • Concern that higher temperature would reduce retention times by affecting dynamics… determined benefit of drying outweighed risk of poorer dynamics • Increased noble gas sampling from once/month to once/week to monitor for degraded dynamics… none seen • Commenced drying Sep 2000, secured drying in Nov 2001
Challenges: Inleakage • Turnover of system engineers… lack of continuity • Poorly instrumented lines… most points were local readout only, no recording of flow, temperature, dew point, etc. • High dose rates in areas where leakage was suspected… downpower evolution, past efforts inconclusive • Air purge valve seat leakage: 10-15 scfm • 2nd point feedwater heaters: 30 scfm; very inaccessible, hard to locate • Current air inleakage: 13-15 scfm
AOG Inlet/Outlet Comparison 29-Apr-2002 Data, Flow = 16 scfm
Challenges: Perception • Even with diminished AOG performance, maximum offsite noble gas dose was <5% of 10CFR50 Appendix I ALARA objectives • Education process… convey that AOG is not for ‘normal’ operations, but meant for minimizing dose impact in the event of fuel failure • “Sell” from standpoint of INPO comparisons for noble gas releases; increased failed fuel operating margin; increased NRC & INPO concern… it’s the right thing to do!
Challenges: Perception (continued) • Activity reduction factor vs. dose reduction factor • Substandard retention can provide an ‘acceptable’ DF for short-lived noble gases which have low dose impact… activity reduction may look good, but minimal impact on dose • Reduction factors @10%: Activity Reduction = 8.4; Dose Reduction = 8.2 • Reduction factors @100%: Activity Reduction = 190; Dose Reduction = 1,560
Summary • Key to success was interdisciplinary team approach… Engineering, Operations, Chemistry, Maintenance, etc. -- everyone contributed! • Think outside the box… On-line drying?? You’ve got to be kidding! • Attack all the problems, not just one or two • Older plants with degradation of ancillary systems… drain pots, loop seals, condenser cooler performance, etc.
Summary (continued) • Importance of recording instrumentation to aid in diagnosing performance, problems, and success of solutions… need to retrofit? • Dose reduction vs. activity reduction… what are you really going after? How do you measure success?