Download
1 / 5
50 likes | 161 Views
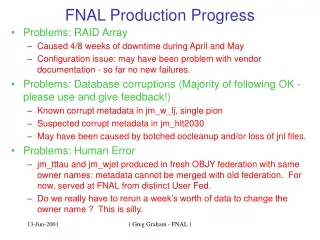
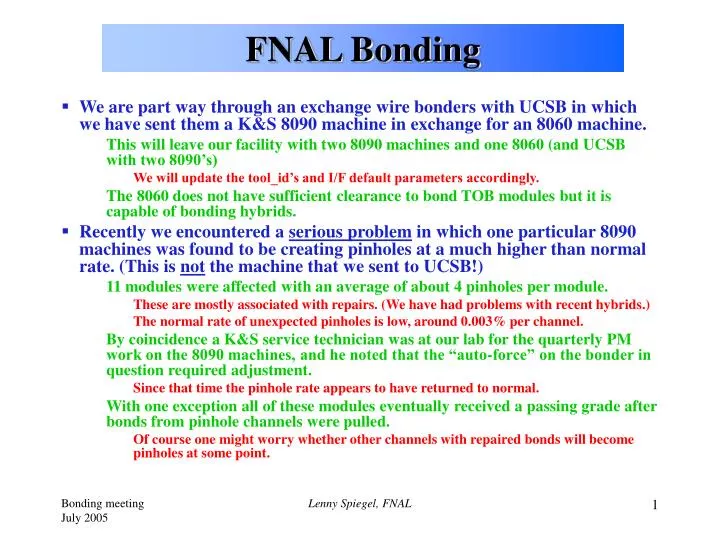
FNAL Bonding. We are part way through an exchange wire bonders with UCSB in which we have sent them a K&S 8090 machine in exchange for an 8060 machine. This will leave our facility with two 8090 machines and one 8060 (and UCSB with two 8090’s)

E N D
FNAL Bonding • We are part way through an exchange wire bonders with UCSB in which we have sent them a K&S 8090 machine in exchange for an 8060 machine. This will leave our facility with two 8090 machines and one 8060 (and UCSB with two 8090’s) We will update the tool_id’s and I/F default parameters accordingly. The 8060 does not have sufficient clearance to bond TOB modules but it is capable of bonding hybrids. • Recently we encountered a serious problem in which one particular 8090 machines was found to be creating pinholes at a much higher than normal rate. (This is not the machine that we sent to UCSB!) 11 modules were affected with an average of about 4 pinholes per module. These are mostly associated with repairs. (We have had problems with recent hybrids.) The normal rate of unexpected pinholes is low, around 0.003% per channel. By coincidence a K&S service technician was at our lab for the quarterly PM work on the 8090 machines, and he noted that the “auto-force” on the bonder in question required adjustment. Since that time the pinhole rate appears to have returned to normal. With one exception all of these modules eventually received a passing grade after bonds from pinhole channels were pulled. Of course one might worry whether other channels with repaired bonds will become pinholes at some point. Lenny Spiegel, FNAL
FNAL Bonding • Recently we have also had problems bonding the channels on the wings of the TOB hybrid PA’s. When this happens the total module bonding time can more than double. There is some suspicion that the Dow Corning 3140 silicone under the PA wings has not sufficiently hardened in the problem cases. Delaying module bonding by another 24 hours appears to help. • We have not yet upgraded to I/F v5.1 but had previously modified some of the scripts to make it easier to go back and forth between hybrid and module entries. • The good news is that D0 is done building modules and all bonding machines at our facility are now available for CMS production. The 8060 will be used for hybrid bonding and the two 8090’s for module bonding. Three technicians are normally available for bonding. • Enclosed are some trend plots of bond pull data that were prepared for the June Tracker week. Lenny Spiegel, FNAL
FNAL Bonding Total Hybrids Bonded: 353 Total Hybrid Pulls: 42 Lenny Spiegel, FNAL
FNAL Bonding Total Modules Bonded: 413 Total Test Pad Pulls: 47 Lenny Spiegel, FNAL
FNAL Bonding Lenny Spiegel, FNAL