Download
1 / 65
810 likes | 1.48k Views
Rolling and Forging. Manufacturing Processes. Outline. Temperature Rolling Flat Rolling Shape Rolling Operations Thread Rolling Seamless Tubing and Pipe Rolling Nonmetallic Materials Forging Open-Die Forging Closed-Die Forging Roll Forging Heading Rotary Swaging Forging Machines

E N D
Rolling and Forging Manufacturing Processes
Outline • Temperature • Rolling • Flat Rolling • Shape Rolling Operations • Thread Rolling • Seamless Tubing and Pipe • Rolling Nonmetallic Materials • Forging • Open-Die Forging • Closed-Die Forging • Roll Forging • Heading • Rotary Swaging • Forging Machines • Dies • Economics
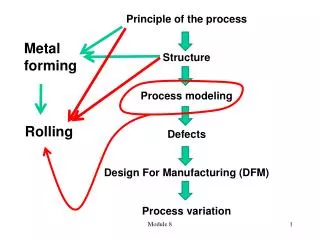
Rolling and Forging Rolling The thickness of a slab of a slab or plate is reduced by cylindrical rolls which rotate to pull the material between them and compress it Forging A workpiece is compressed between opposing dies so that the material is forced into the die shape
Temperature in Metal Forming Cold working (room temperature or slightly higher) Warm working (30% - 50% of the melting temperature) Hot working (50% - 75% of the melting temperature) Isothermal forming Tools are preheated to prevent surface cooling during forming
Cold Working Advantages • No heating required • Better surface finish • Better dimensional accuracy • Parts are interchangeable • Better strength, fatigue and wear properties • Directional properties can be imparted • Minimal contamination problems
Cold Working Disadvantages • Higher forces required • More powerful equipment required • Less ductility is available • Surfaces must be clean • Intermediate anneals may be needed to restore ductility • Directional properties may be detrimental • May produce undesirable residual stresses
Shape Rolling Uses a series of specially shaped rolls to form a beam with a specific cross section (such as an I-beam)
Ring Rolling Uses rolls to form a thick, small-diameter ring into a thin, larger-diameter ring
Thread Rolling Uses moving dies with grooves to form threads on cylindrical parts
Roll Piercing Uses compressive stresses on a cylindrical part to cause tensile forces at the interior, creating a hole to form a thick-walled tube
Rolling Nonmetallic Materials • Paper • Plastic sheets • Rubber products • Reinforced fabric Calendering Passes material through a series of gaps between rolls to form a thin sheet
Calendering Example of a calendered rubber sheet with two layers Courtesy Cooper Tire
Reinforced Materials Coating on both sides of reinforcing material coating material spools comb reinforcing material coating material windup
Reinforced Materials Example of a polyester-reinforced rubber sheet with fibers exposed Courtesy Cooper Tire
Reinforced Materials Example of a steel-belted rubber sheet with the belt exposed Courtesy Cooper Tire
Calendering Thickness Sensors Emitter X rays or beta radiation (electrons) some radiation is blocked, depending on thickness Detector
Milling Squeezes material between rolls to mix or preheat it for further processes
Forging Forging A deformation process in which the material is compressed between dies, using impact or gradual pressure to form the part
Working Temperature Hot Forging Material is above its recrystallization temperature Cold Forging Increased strength from strain hardening
Forging Billet A piece of material with a square or circular cross section; usually produced by a deformation process such as rolling or extrusion
Open Die Forging Compresses the work between flat or nearly flat dies
Open Die Forging Advantages Simple, inexpensive dies; wide range of sizes; good strength Limitations Simple shapes only; difficult to hold close tolerances; machining necessary; low production rate; poor utilization of material; high skill required
Closed Die Forging Also called impression-die forging; compresses the material into the shape of the die cavity
Closed Die Forging Advantages Good utilization of material; better properties than open die forging; good dimensional accuracy; high production rate; good reproducibility Limitations High die cost for small quantities; machining often necessary
Roll Forging Uses grooved rolls to reduce thickness and increase length of round or flat bars