Download
1 / 31
310 likes | 323 Views
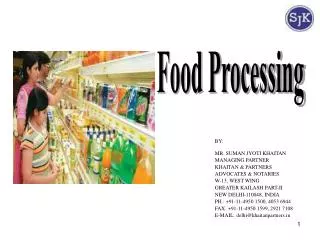
Hygienic and Safe Food Processing Workshop CTC Center Lundazi May 2007 Carmen I. Moraru and Catalin Moraru. Part I – Basic Food Hygiene Workshop – – Carmen I. Moraru –. Basic personal hygiene practices during food processing. Trainees at the Lundazi COMACO Processing Center.

E N D
Hygienic and Safe Food Processing Workshop CTC Center Lundazi May 2007 Carmen I. Moraru and Catalin Moraru
Part I – Basic Food Hygiene Workshop – – Carmen I. Moraru –
Basic personal hygiene practices during food processing • Trainees at the Lundazi COMACO Processing Center
Practicing proper hand washing • Demonstration of proper hand washing procedure using the Germ Glo kit
Surface cleaning Station 1 Station 2 Station 4 Station 3
How did we do? Some did well the first time … some are not there yet! • High…… • Low
To complete the picture: dressed for success… and food safety! Proper attire for working in a food processing facility Respirator and hard hat for personal protection necessary when working in the grain handling facility
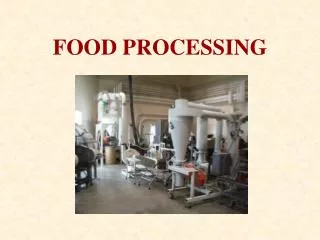
Part II Food Processing and Food Product Development – Carmen Moraru and Catalin Moraru –
The peanut butter process • Identified issues: • Hygiene standards have improved considerably since last visit, but still need improvement • Quality problems with the peanut butter: • Phase separation • Oil leakages
The peanut butter process – in 2005 Roasting Location: dust in the yard Peanut butter processing Peanut grading
The peanut butter process • Sharing of the processing space with the oil extraction was a serious contamination source for the peanut butter
The peanut butter process - 2007 Peanut cleaning Peanut processing
The peanut butter process - Solutions offered - • Further improvement of hygiene and safety standards: • The workshop offered information and guidance for improving personal hygiene and safe processing practices. Key: • Proper hand washing • Proper personnel attire • Proper cleaning of equipment and utensils • Pest control • Some relatively easy to make space design changes suggested; details included in the report
After training: everyone is wearing proper clothing To the plant manager From workers
Preventative safety checks- Pathogen testing of the peanut butter - • Qualitative fast tests performed for Salmonella and E. coli • Negative results for tests performed on May 25, 2007 No color change of the test strips
Experimental runs for quality improvement of peanut butter • Degree of peanut crushing diminished coarser peanut butter expected to minimize oil separation • Suggestions for the emulsification process made (i.e. use lower temperatures) • Shelf life study under way to evaluate the effect of the modified process
Oil leakage problems • Phase separation is the main cause for leakages • Reduced phase separation will also reduce the leakage problems • Additionally: • Jar closure not very tight • Jars not tamper - proof • Suggested solution: • Aluminum foil discs can be heat-sealed using a hot clothes iron on top of the jars. Simple and effective. • Issue: current lids will not allow any seal to be used, due to the ridge that protrudes into jar. The ridge is meant to provide a good closure, but not working well.
Rice processing De-hulling and polishing “Transportation”
Issues in rice processing • Large percentage of breakages as a result of polishing • Economic losses • Need for solutions for the utilization of broken rice, other than converting it into rice flour (which does not have much market potential) • Presence of husks in the “finished” rice • Significant manual grading required • Time consuming and costly
Evaluation of rice processing operations • The milling process was evaluated, both qualitatively and quantitatively • Issues: • Large amounts of broken rice • Whole kernels found in the broken rice • Quantitative data included in the report • Identified cause: design flaws of the de-hulling and polishing equipment
Solutions offered1. Improvement of rice milling operations • Reduction of breakages can be achieved by: • Increasing the gap between the metal rotor and the metal ridge that caused kernel shearing • Hypothesis tested and validated: less breakages obtained after increasing the gap by 0.5 mm • Further optimization required • Cleaner rice could be obtained after a low-cost re-design of the ventilation system of the rice mill • Equipment design changes suggested • A drawing of the suggested change was incorporated in the report
Solutions offered1. Improvement of rice milling operations – contd. • More drastic results could be obtained by reversing the utilization of the two stages of the rice mills: • Use the current polishing stage (lower stage) for de-hulling. The lower stage abrasive drum will lead to better de-hulling than the upper rubber rollers • Use the current de-hulling stage (upper stage) for polishing. The rubber rollers will not break the rice and will allow for proper kernel-to kernel friction required in polishing Upper stage Lower stage • This, combined with the improved ventilation, could reduce drastically the percentage of broken rice and will also lead to much cleaner rice • Preliminary testing gave very promising results. Quantitative data was included in the report.
Solutions offered2. Processing of value added products • Obtaining puffed rice products by extrusion could be a solution • Challenge: current configuration of the extruder does not allow high temperature – high shear extrusion for puffing applications • Issues to be addressed in the future: • Retrofit the extruder with proper barrel heating and proper dies, as well as temperature monitoring capabilities • Technical issues related to adding a new product line: • Define and formulate exactly the product/products that will be manufactured (product development) • Packaging, storage, and distribution solutions identified before production starts • Significant extruder cleaning required between products if multiple products will be manufactured with the same extruder • Economical questions: • Is there a market for such products? • Will such a significant undertaking pay off?
Solutions offered 3. Other suggestions for value added products • Easy to make snacks can be made with limited investment • Issue: will only use up small amounts of broken rice • Products developed during the workshop (suggestions): Rice balls (crispy shell, soft core) Cooked broken rice Rice “candy” made out of toasted broken rice and caramel Crispy rice chips
Soy processing • Soy milk production kicked-off during the workshop • Some flavored versions developed. Some could be very successful • Challenges: • Minor equipment troubles • Water quality • Proper packaging • Refrigeration and distribution channels required
Tofu making • Tofu made out of soy milk during workshop • Product liked by a small panel of local people (CTC employees) • Serving suggestions for incorporation in local diet provided
Soy processing by extrusion • Another possibility • Meat analogs (or soy bits) could be made if the extruder is retrofitted with either heating capabilities or steam injection • Special die required as well
Soy processing options available with current equipment • Soy milk (plain or flavored) and tofu • Byproducts: okara and “whey”, respectively. Solutions for byproduct utilization required as well • Prospects: good