Download
1 / 45
450 likes | 473 Views
Explore the theory and processes of adhesives, mechanical fastening, and part location in Industrial Processes II. Learn about adhesive properties, joint stresses, application methods, classes of adhesives, and mechanical fastening processes. Gain insights on design considerations, bonding strengths, and considerations for adhesive joints. Discover the advantages and considerations of using adhesives and mechanical fastening in industrial applications.

E N D
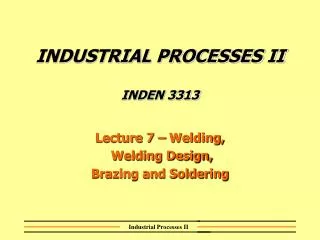
INDUSTRIAL PROCESSES IIINDEN 3313 Lecture 8 – Completion of Joining (Adhesives and Mechanical) Introduction to Part Location Industrial Processes II
OVERVIEW • Adhesives • Mechanical Fastening • Part Location Theory Industrial Processes II
QUESTIONSTO START ?? Industrial Processes II
ADHESIVES • Adhesive Joining (Definition) • Joining Process in Which Physical Bonds are Used to Hold Two (or More) Base Materials (Which May be Different) Fast • Adhere - (From The Random House Dictionary) • 1. to stick fast, cleave, cling, ... ; 3. to hold closely or firmly. from the Latin “adhaerere” meaning to stick/cling. Industrial Processes II
ADHESIVE PROCESSES • Adhesive ‘Wets’ Surfaces to be Joined • Dry -> 1% of Surface in Contact • Emollient May be Used to Reduce Surface Tension of Adhesive • Bonding Strength is a Function of Surface Tension of Adhesive • Achieved via Change of State • Solidification (Fusion, Chemical Change, Loss of Solvent, ... Industrial Processes II
ADHESIVE PROCESSES • Major Consideration • Physical Performance of Bond • Strength • Relative Strength (to Adherents) • Which Breaks First • Setting Time • Life • Toxicity • Ease of Cleaning (Spills, Equipment) • Compatibility with Base/Contacting Materials • Insulator/Conductor Industrial Processes II
ADHESIVE PROCESSES • Considerations • Design Considerations • Properties of Adhesive, Adherents, and Operating Environment • Porosity of Substrate (Higher Porosity, Weaker Joint) • Fixturing Required, Ability to Clean • Known Service Requirements • Economics • Application Costs • Acquisition Costs • Cost of Failure Industrial Processes II
ADHESIVE JOINTS STRESSES Groover, Figure 30.10 p. 783 Industrial Processes II
ADHESIVE PROCESSES • Considerations • Application • Compatible Method/Product • Spread Lower Surface Tension on Higher • Processing Rate/Curing Time • Temperature/Pressure Requirements • Ability to Automate (Production Rate, Toxicity) • Joint • Cleanliness • Area of Contact • Thickness of Adhesive Layer Industrial Processes II
ADHESIVE JOINTS Groover, Figure 30.11 p. 783 Industrial Processes II
APPLICATION METHODS • Roller • Brush • Extrusion • Trowel • Spray • Roll Coaters • Dip Emersion Industrial Processes II
ROLL COATING Groover, Figure 30.14 p. 786 Industrial Processes II
CLASSES OF ADHESIVES • Class I -- Chemically Reactive • Set by Cross-Linking of Polymers • Generally, Endothermic (Thermosetting) Plasitic • High Shear Strength, Low Peel Strength • Three Sub-classes • IA -- Plural Component • Epoxies, Phenolic Resins • IB -- Heat Activated • Endothermic Reactions • Pre-mixed, Short Shelf Life • IC -- Moisture Activated • Silicone/Urethanes, Cynoacrylates, Concrete Industrial Processes II
CLASSES OF ADHESIVES • Class II -- Evaporative Adhesives • Cures as Solvent Evaporates • One Substrate Must Absorb the Adhesive • Generally, Long Drying Times • Examples • Acrylics, Vinyl Resins, Asphalt • Elmer’s Glue® • Airplane Glue • Class III -- Hot Melt Adhesives • Melted, Allowed to Cool/Fuse • Rapid Setting • Ethylene Copolymers, Polymides, Polyesters, Polyethylene, Polyvinyl Buteral Industrial Processes II
CLASSES OF ADHESIVES • Class IV -- Delayed Tack Adhesives • Non-tacky Solids that Upon Heating Become Tacky and Remain so for Extended Periods (up to Days) • Polyvinyl Acetate, Polystyrene • Class V -- Film Adhesives • One or More Layers of Adhesives • Individual Layers May Also Belong to Another Class • Class VI -- Pressure Sensitive Adhesives • Pressure Used to “Wet” Surface • PolyAcrylates, Polyvinyl (With Plasticizers), Alkyl Ethers Industrial Processes II
CLASSES OF ADHESIVES • Class VII -- Electrically and Thermally Conductive • Fillers added to Adhesive to Improve/ Change Electrical Resistance or Heat Transfer Properties (Typically Add Metals) • Used for Electronic Device Attachment (Surface Mount Technology) Industrial Processes II
INTRODUCTION TO JOINING PROCESSES • Mechanical Fastening - Definition • Processes in Which a Mechanical Device or Deformation (Elastic or Plastic) is Introduced to Hold Two or More Components Together. • Why Use ? • Can Join Any Materials • Easier/More Economical/Lower Skill Requirements Than Other Joining Methods • Use of Fasteners Allows Disassembly for Maintenance/Repair • May Be Made Permanent • No Temperature, Chemical Processes Introduces • Other Joining Method Unavailable, Inaccessible Industrial Processes II
INTRODUCTION TO JOINING PROCESSES • Mechanical Fastening - Key Elements in Definition • Mechanical Devices -- Specifically Designed Devices, Commonly Referred to As Fasteners, e.g., Nails, Nuts and Bolts, Screws, Rivets, ... . • Elastic Deformation -- Material Displacement (Strain) in Reaction to an Applied Force (Stress) Which Returns to Its Original Position/Condition Upon Removal of the Force. • Plastic Deformation -- Material Displacement (Strain) in Reaction to an Applied Force (Stress) Which Does Not Return to Its Original Position/Condition Upon Removal of the Force. Industrial Processes II
MECHANICAL ASSEMBLY/JOINING • Definition • Use of One or More Fastening Methods or Devices to Attach Parts to One Another • Reasons • Ease of Assembly • Ease of Disassembly • Low Skill Requirements • Can Be Automated • Low cost Industrial Processes II
MECHANICAL ASSEMBLY/JOINING • Types • Threaded Fasteners • Rivets and Eyelets • Press Fits • Shrink and Expansion Fits • Snap Fits • Stitching, Stapling, and Sewing • Cotter Pins • Molding Inserts • Integral Fasteners Industrial Processes II
THREADED - SCREWS, NUTS, BOLTS Groover, Figure 31.1 p. 791 Industrial Processes II
FASTENERS - HEAD STYLES Groover, Figure 31.2 p. 791 Industrial Processes II
FASTENERS - SET SCREWS Groover, Figure 31.3 p. 792 Industrial Processes II
FASTENERS - SELF TAPPING Groover, Figure 31.4, p. 792 Industrial Processes II
FASTENERS - STUDS Groover, Figure 31.5, p. 792 Industrial Processes II
FASTENERS -THREADED INSERT Groover, Figure 31.6, p. 793 Industrial Processes II
FASTENERS -CAPTIVE THREADED INSERT Groover, Figure 31.7, p. 793 Industrial Processes II
FASTENERS - WASHERS Groover, Figure 31.8, p. 794 Industrial Processes II
FASTENERS - RIVETS Groover, Figure 31.10, p. 797 Industrial Processes II
FASTENERS - EYELETS Groover, Figure 31.11, p. 797 Industrial Processes II
FASTENERS - INTERFERENCE FITS Groover, Figure 31.12, p. 799 Industrial Processes II
FASTENERS - SNAP FITS Groover, Figure 31.13, p. 800 Industrial Processes II
FASTENERS - RETAINING RINGS Groover, Figure 31.14, p. 801 Industrial Processes II
FASTENERS - STITCHING Unclinched Std.Loop ByPass Loop Flat Cinch Groover, Figure 31.15, p. 801 Industrial Processes II
FASTENERS - COTTER PINS Groover, Figure 31.16, p. 802 Industrial Processes II
FASTENERS - MOLDED IN INSERTS Groover, Figure 31.17, p. 803 Industrial Processes II
FASTENERS - INTEGRAL Groover, Figure 31.19 a-c, p. 804 Single Lock Seam Industrial Processes II
FASTENERS - INTEGRAL Groover, Figure 31.19 d-e, p. 804 BEADING DIMPLING Industrial Processes II
PART LOCATION THEORY • Part in Space Has Six/Twelve Degrees of Freedom (Possible Movements) Industrial Processes II
PART LOCATION THEORY • To Arrest Motion, Six Contact Points are Sufficient • Three Points to Define First Datum Plane and Arrest One Translational and Two Rotational Modes • Two Points to Arrest One Additional Translational Mode and One Additional Rotational Mode • One Point to Arrest Final Translational Mode • This is the 3-2-1 Principle for Jigs/Fixture Design Industrial Processes II
PART LOCATION THEORY • Minimize Area of Contact • Least Likelihood of “Hitting Irregularity” • Minimize Area for Inspection, Dirt/Chip • Maximize Distance Between Locators • Minimizes Impact of Dirt/Irregularity on Surface Location • Other Two Major Jig/Fixture Design Principles SHIFT LOCATOR Industrial Processes II
EXAMPLE • In Class Demonstration • Location of Red Box in Space Industrial Processes II
OTHER DESIRED JIG/FIXTURE DESIGN FEATURES • Allow for Wear • Slip Renewable Bushings • Replaceable Locator Pins • Part Visibility • Hinged Tops • Minimum Enclosure • “Fool Proofing” • Ease of Attachment to Machine Tool • Use of Legs and Feet (Attach/Clearance) • Cleaning/Drain Holes Industrial Processes II
OTHER DESIRED JIG/FIXTURE DESIGN FEATURES • Use Standard Parts • Locators • Correct Size • Use Shims as Necessary • Drill Bushings • Chips Clear Before Bushing • Chip Pass Through Bushing • Clamps • Quick Acting • Accommodate Part Size Variation • Simple, Reliable Industrial Processes II
QUESTIONSOR CLARIFICATIONS ??? Reminder : Industrial Processes II