Download
1 / 19
190 likes | 304 Views
An analysis of the use of the Beta distribution for planning large complex projects. Chris Hicks, Business School Fouzi Hossen, Mechanical & Systems Engineering.

E N D
An analysis of the use of the Beta distribution for planning large complex projects Chris Hicks, Business School Fouzi Hossen, Mechanical & Systems Engineering
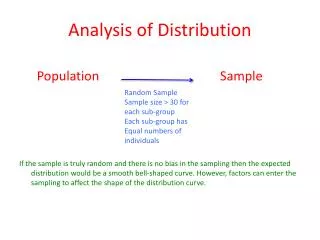
Large complex projects are often planned using project management systems based upon the Project Evaluation and Review Technique (PERT). PERT models uncertainties using the Beta distribution based upon estimates of optimistic, pessimistic and most likely activity durations. The Probability Density Function for a Beta distribution can be uniform, symmetric or skewed. Introduction
To explore the relationship between the planning values used, the Beta distribution parameters and shape. A case study then establishes the cumulative impact of uncertainties using data obtained from a company that produces complex capital goods. Objectives
Г represents the Gamma function α and β are the shape parameters and a and b are the lower and upper bounds The General Beta distribution
Figure 1 Beta function for α = β Symmetric
Figure 2 Beta function for α < β Left skewed
Figure 2 Beta function for α > β Right skewed
Standard deviation Mean Alpha Beta PERT parameters and the Beta distribution Planning estimates: optimistic (to), pessimistic (tp) and most likely (tm) Where μs and σs refer to the standard Beta distribution, which has a lower bound of 0 and an upper bound of 1 (Source: Moitra, 1990)
Relationships Let us assume that to =X * tm and tp = Y * tm and substitute into previous equations
For any values of X and Y we can calculate α and β and find the PDF
Objective is to establish the cumulative effect of uncertainty through a series of simulation experiments. Data obtained from a collaborating capital goods company. Case Study
(No. 11) (No. 15) (No. 17) Typical product, considered in simulation Uncertainties are cumulative because an assembly cannot start until all the necessary components and sub assemblies are available
Experimental Design (Full factorial design with 1000 replicates) Note: Tm is assumed to be the Company’s estimated operation time
Results • Histograms of lead-time for a typical component, assembly and the product are provided in the paper. • The effective of cumulative uncertainty is to move the distributions to the right. • Probability of meeting a due date produced by a deterministic planning system is very low.
The paper has established the relationships between the planning parameters to, tm and tp.and the Beta parameters and the PDF. A case study has investigated the cumulative effect of uncertainties at assembly and product level. The results showed that lead-time was sensitive to the planning assumptions used. The lead time was 3 times longer in the worst case than the best case, despite the fact that the same most likely times were used. The probability of meeting due dates established by deterministic planning systems was very small. Managers should: i) minimise uncertainty; ii) take into account uncertainty in planning. Conclusions