Download
1 / 42
430 likes | 1.01k Views
Chapter V. Black box growth. Growth without non-catabolic product. Single substrate limited growth. Hyperbolic kinetic equation for specific substrate uptake rate (q S ). q S max. -q S. 0.5 q S max. 0 K S C S.

E N D
Chapter V Black box growth
Growth without non-catabolic product Single substrate limited growth
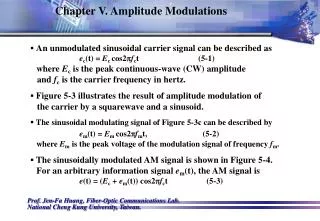
Hyperbolic kinetic equation for specific substrate uptake rate (qS) qSmax -qS 0.5 qSmax 0 KS CS KS: substrate affinity [kg substrate/m3] qSmax: maximal uptake rate [kg S consumed/ kg X present-h]
Substrate uptake for maintenance Some part of substrate is used for producing energy needed for cells maintenance. This part is catabolized with a rate mS. Hence, mS = kg substrate catabolized for maintenance / kg biomass present–hour.
Herbert-Pirt relation for substrate It means the substrate taken into cells are used for growth and maintenance only. Both mS and YSXmax are model parameters. -qS Herbert-Pirt linear plot for substrate, non-catabolic product is absent (-mS) 0
Combination of the qS equation with Herbert-Pirt relation • CS = 0 , = mSYSXmax = -kd • CS >>>, = [-qSmax-(mS)]YSXmax = max • = 0, (-qS) = (-mS), which occurs at CS = CSmin. • The specific growth rate equation based on single substrate is then:
The plot of - CS max -kd CSmin CS For mS = 0, (Monod equation)
Using Herbert-Pirt relation to calculate other rates Example: The case of aerobic growth on glucose, N-source is ammonia Suppose –qS = 0.3125 + 0.0015 Growth reaction: -0.3125 C6H12O6 + aNH4+ + bO2 + cH+ + dH2O + C1H1.8O0.5N0.2 + eCO2 Use the yield and elemental balance to obtain a, b, c, d, e The catabolic reaction is: -C6H12O6 - 6O2 + 6CO2 + 6H2O What are (-qNH4+), (-qO2), qCO2, qH+, qH2O?
How to measure the kinetic parameters? Obtaining max and YSXmax. Using batch fermentation at constant volume where CS >> Hence = max (constant, during the exponential phase) qS = qSmax (constant), YSX = YSXmax = (CX-CXo)/(CSo-CS) Obtaining KS and mS. Using chemostats, is the variable to get -qS. Apply Herbert-Pirt relation and plot –qS vs. to get YSXmax and mS. Plot –qS vs. CS to obtain KS and qSmax.
Further reading • The Herbert-Pirt relation including non catabolic product formation • Extended Herbert-Pirt relation • Different qP - function • Effect of temperature and pH.
Chapter VI Growth and product formation in bioreactors
Fermentation processes substrate products Downstream processing fermenter wastes The upstream processing costs about 20 – 50 %, whereas the downstream processing costs about 50-80 %
The type of reactors and processes • The reactors systems: • Aerated stirred tank reactor 0.1 – 1000 m3 with cooling equipment • Bubble column 0.1 – 10,000 m3 with airlift and cooling equipment • Bioreactors for immobilized cells/biocatalysts (packed bed, fluidized bed, trickle bed) • The types of processes used are batch, continuous, and fed batch systems. Mostly, batch and fed batch reactors are used in industry whereas continuous reactors (chemostats) are used in laboratories.
Fermenter utilities • Sterilization: • Autoclaving • Live steam batch • Membrane • Heat shock for continuous system (less odor, energy, degradation, dilution, time) • Mixing by stirrer • mix 20 – 200 seconds, power 1-3 kW/m3. • Oxygen input • 50 – 200 mol/m3-h.
Fermenter utilities (cont’d) • Air filtration, using membrane / bed filter with dry air about 60 m3 air/m3 broth-h. • Compressor, 2 bar, 150oC. • Heat removal • Cooling jacket • Coil • With cool water temperature at 10oC and capacity is about 50,000 kJ/m3 reactor-h.
Laboratory chemostat and industrial fermenter Labatt Breweries - London, Ontario New Vertical Fermenter Applikon laboratory chemostat at Kluyverlab, Delft University of Technology
The world largest fermenter There may be biological waste treatment in larger vessels, but the world's largest fermenter is shown in these photos taken from Chemical and Engineering News. The fermenter is 200' high and 25 ft diam. The first photo (Chem. Eng. News, 10-Apr-78) shows the fermenter being transported on vehicles with tank treads.
What do we want? Thus, it is important to analyze the kinetics of growth and product formation, designing the optimal feed profile, role of transport processes, maybe use bigger reactors. Remember! qS or completely determines the microbial behavior. It must be controlled at an optimal value High yield of biomass High max High temperature tolerant Grow on low cost substrate High qP at low Extra cellular products Low viscous biomass Generally regarded as safe (GRAS) Mineral medium
Batch, continuous, and fed batch processes In batch reactor: and qS are at the maximum value and not controlled. In chemostat: is controlled at optimum In fed batch reactor: qS is controlled. fed batch batch chemostat
Constant volume batch reactor • The steps: • Add sterile growth medium solution (substrate consist of C, N, P source, K+, Mg+, salts, vitamin, trace elements) and choose the right T and pH. • Add electron acceptors (O2, NO3-, etc) • Inoculate microorganism at initial time with concentration CXo. • Run the fermentation and harvest the broth, proceed to the downstream processing.
Parameters State variables reactor operator micro organism V CS0 CX0 qSmax max YSXmax mS KS CS CX Constant volume batch reactor What is the plot CS and CX with time? Derive from the mass balance, one can obtain that the growth is exponential, the slope of the curve CX vs. time is rX.
Substrate concentration profile At constant volume: For batch reactor: t = 0, CS = Cso ; Hence, by putting CS = 0, t end of batch is obtained The slope in CS vs. t plot is rS.
Conclusion for the batch reactor Try to sketch the curve CS, CX, , -qS, YSX, rX, -rS versus time for batch reactor! • , YSX, and qS are constant at the maximum values • Microbial model parameters are determined by combining the exponential equation with CS and CX data versus time. • , the most important rate, can not be controlled
Parameters State variables reactor operator micro organism V L,out CS,in L,in qSmax YSXmax mS KS CS CX Chemostat Steady state: constant volume, constant in and out flow rates. Constant CS and CX.
Steps in operating continuous culture • Sterilized reactor is filled with sterile growth medium solution containing substrate at CS,in • Air sparging starts to provide electron acceptor • Add a small amount of microorganism (inoculum) • Start the medium in flow (often L,in and L,out are nearly equal, not always) • Wait until steady state is achieved • The main property of chemostat: • CS and CX are independently manipulated by the user by manipulating transport (to and from the reactor) of substrate and biomass. • Excellent experimental tool to study microbial kinetics, stoichiometry, under controlled conditions.
Biomass mass balance in chemostat In – out + gen = acc The µ is chosen by manipulating exit flow rate Hence, all other qi-values are set (stoichiometric coupling) Does CS depend on CS,in? Use µ(CS) to prove it.
Critical dilution rate The maximal value for D (=µ) attainable in the chemostat, is achieved when the maximal CS in achieved. At critical dilution rate, CS CS,in. Note: CS,in normally in order 10000 mg/l, CS,min order 1 mg/l, KS order 10 mg/l. Wash out If D > Dcrit, the cell will be washed out Then, sketch the graph CS vs. D.
Substrate mass balance This equation together with Herbert-Pirt relation provide rS and (-qS) from measured concentration, flows, and volume. What about CX?
The application of chemostat • Kinetic studies, at different µ = D one can varies qS, CS to obtain YSXmax, mS, qSmax, KS. • Physiological and genomic micro array study studies of microorganisms under defined steady state, I.e. substrate, electron acceptor, N-source, type of limitation for growth. • Waste water treatment • Industrial fermentation, which is not widely applied
Chemostat optimization Normally, the maximal rX and –rS are needed as the economic parameter Try to find the optimum D where drS/dD and drX/dD = 0. Note that rS has a maximum at higher D. Chemostat wash out dynamic What happen when D is close to Dcrit? What happen to CX when D = D’>Dcrit?
Pro and cons of chemostat (+) Excellent experimental tool because µ is defined (-) Low biomass and product concentration Loss of biomass in outflow Relatively prone to be contaminated compare to batch or fed batch reactors Microbial selection for non-producing mutants
Fed batch fermentation • In batch reactor, CS and CX are high. No transport of S or X and no control on µ. • In chemostat, CS and CX are low. Transport of S or X and control on µ. • In fed batch reactor. Substrate transport in, not out. No biomass transport. • Why fed batch? • Low CS no toxicity / osmotic problem • High CX high CP easier downstream processing • Control of µ?
Fed batch fermentation Start feeding CSO CS Feeding phase under substrate limited conditions CS = 1 – 50 mg/l. Batch phase CSO 5000 – 20000 mg/l time In substrate limited feeding phase, CS is very low. Thus, one can use the pseudo steady state condition for substrate mass balance
Substrate mass balance in fed batch reactor Hence, in a fed batch reactor the substrate conversion (-rS) is controlled by the operator. Through controlled rS, µ is controlled. It is obvious that the reactor volume changes with time. However, since the change is very small, for simplicity we can assume constant volume, constant density.
Rates in fed batch reactor We start with an assumption that volume is a variable Biomass mass balance Pseudo steady state substrate mass balance Product mass balance
Possible substrate feeding strategies in a fed batch fermentation • Substrate input (S,inCS,in) is constant • µ is maintained at µ optimum that gives maximal qP or maximal YSP. • Substrate input is determined by other known reactor limitations (oxygen, heat, etc) • Apply Herbert-Pirt equation and biomass mass balance to calculate rX and CX.
Biomass mass balance in fed batch reactor Assume constant volume (DV <<) Combine with Herbert-Pirt relation and eliminate –rS using its fed batch relation: This is homogeneous differential equation in CX.
Biomass mass balance in fed batch reactor The first explains growth, the later is about maintenance. Initially CX is low in a fed batch reactor. By neglecting maintenance: CX increases linearly with time Later, CX increases, more and more substrate needed for maintenance dCX/dt decreases. End, all substrate needed for maintenance, dCX/dt = 0
Fed batch reactor with constant feeding rate The analytical solution for CX(t) in feeding phase. t = time after start feeding CXf = biomass concentration at start feeding Note: For t >>> 0, For t <<< (YSXmax(-mS))-1, linear growth
Fed batch reactor with constant feeding rate • rX decreases • µ sharply decreases • qS decreases • CS decreases slowly
Fed batch reactor with constant optimum µ • µ = µopt = constant qi, Yij are all constant. • qS constant at qSopt CS constant. • Biomass concentration increases exponentially • All rates increases exponentially • Substrate feeding rate increases exponentially • tf = time when feeding starts