Download

1 / 50
510 likes | 757 Views
6 σ ( Six Sigma) 的理解. 6 σ. LGENT. 推进背景. 6σ(sigma) 是进入 21 世纪的超一流企业的最新经营革新活动 。 1987 年 Motorola( 摩托罗拉公司)开展采用以来,先后有 GE 公司 在 1995 年, Sony 公司 1997 年开始运用,从此 6σ 活动迅速活跃起来。 在韩国有 LG 电子,三星电子等参与了 6σ 运动,这以后全地球村刮 起猛烈的 6σ 飓风 。. 背景. 向往成为世界超一流的企业都是通过 6σ 经营,将 顾客满足放在首位 。

E N D
6σ(Six Sigma)的理解 6σ LGENT
推进背景 • 6σ(sigma)是进入21世纪的超一流企业的最新经营革新活动。1987年Motorola(摩托罗拉公司)开展采用以来,先后有GE公司在1995年, Sony公司 1997年开始运用,从此6σ活动迅速活跃起来。 • 在韩国有LG电子,三星电子等参与了6σ运动,这以后全地球村刮 • 起猛烈的 6σ飓风。 背景 • 向往成为世界超一流的企业都是通过6σ经营,将顾客满足放在首位。 • 找出最佳条件,使企业能创出最高效率和最大利润,以经营整体为对象的革新活动。 • 通过品质革新活动,实现低投入、高质量。 必要性 • 6σ是知识经营的一部分。 • 通过6σ,我们解决问题的能力比过去提高很多。 • 用6σ营造坚定的LG 模式。 CU长 Message -98年12月1日6σ亲切会议 1/44
目录 Ⅰ. 什么是6σ? Ⅱ. 为什么要实行6σ? Ⅲ. 怎样推进6σ? #. 6σ 的共同用语 2/44
Ⅰ. 什么是6σ? 1. 什么是统计? 2. 6σ的问题解决方向 3. 6σ的定义 4. 6σ的本质 5. 6σ的适用范围 6. 6σ的改善Process 7. 与基础改善Tool的比较 8. 6σ的哲学 3/44
1. 什么是统计? Ⅰ. 什么是6σ? ◆ 总体和标本 Sample 10个的测定 (规格: 100±4) 总体 (N=1,000) 规格 上限 规格 下限 • 全数检查从时间上、 • 经济上是不可能的! Ⅹ Ⅹ Ⅹ Ⅹ Ⅹ 标本 (Sample,n) Ⅹ Ⅹ Ⅹ Ⅹ Ⅹ 102 96 97 98 99 100 101 103 104 • 使用Sample的统计变数 • (平均值和散布)来 • 判定总体。 ○ 10个Sample均在规格范围内,可以判断该批产品良好,但增加平均值和散布的概念时,推定总体内含有2.8%不合格品,因此不能判断该批产品均为合格品。 ○ 据此推而广之,可以运用 工序能力测定工序的缺陷。 4/44
规格:100±4 97 97 98 98 98 98 99 99 100 101
Ⅰ. 什么是6σ? 2. 6σ的问题解决方向 改善偏移 (平均值移动到T) 平均值与Target重合 平均值偏离Target T T LSL USL 6σ 目标是 工序 中心化 散布 缩小 LSL USL μ μ 散布大,超出规格的多 T LSL USL μ 改善散布 (散布缩小,增加公差) 5/44
σ + 3 σ Ⅰ. 什么是6σ? 3. 6σ的定义 统计意义上的6σ 中心值 规格下限 规格上限 6.68 % • σ是表示散布的大小尺度。σ小,散布小,在已知的规格内σ 水平越高。如果某水平的规格内包含6个σ,则该水平叫做 6σ水平。 • 此时,从统计角度推断不良率只有3.4ppm,因此,生产或业务中必须以改善Process为目标。 3 σ σ - 3 σ 3.4ppm 6 σ σ - 6 σ + 6 σ * 标准偏差(Standard Deviation,σ) : 是表示 Data偏离中心值多少的散布统计指数 6/44
Ⅰ. 什么是6σ? 3. 6σ的定义 活动目标的意义 σ PPM • 小图书馆里全部书中只有一个单词的误差 • 1亿美元资产规模中只有340美元的负债 • 1年时间里仅浪费了1.8分钟。 6 3.4 5 233 4 6,210 3 66,807 2 308,537 • 书中每一页有1.5个单词的错误。 • 1亿美元资产规模中有670万美元的负债。 • 1年时间中浪费了24天。 ex) 用品质水平为99%的部品1,000个开发显示器, 生产时 显示器的预想品质水平是? Yield = 0.991000 ? = 0.000043171Yield = 0.9991000 ? = 0.367695424 Yield = 0.99991000 ? = 0.904832893 认为99%的合格率就行了是3 σ的水平 7/44
Complexity Parts/Product Yield(%) 5σ 2σ 4σ 3σ 6σ 100.00 100.00 100.00 100.00 99.99 99.93 99.97 99.93 99.83 99.66 99.32 98.31 96.66 93.42 84.36 2.00 1.50 3.40 93.32 87.08 70.77 50.08 25.08 3.15 0.10 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 1.00 0.50 66810.63 99.98 99.95 99.88 99.77 99.54 98.84 97.70 95.45 89.02 79.24 62.79 31.24 9.76 0.95 0.00 1.67 1.17 232.67 99.38 98.76 96.93 93.96 88.29 73.24 53.64 28.77 4.44 0.20 0.00 0.00 0.00 0.00 0.00 1.33 0.83 6209.70 69.12 47.78 15.78 2.49 0.06 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.67 0.17 308770.21 1 2 5 10 20 50 100 200 500 1000 2000 5000 10000 20000 50000 Cp Cpk PPM • 部品数/ 连续跟随工序的数率变化 * 假设各工序及不良是相互独立的,所测定的结果值正态分布. 在少数点的2位上四四五入。
至今为止,,, 我们是合格的 LSL USL I am Data 如果Spec-in,就合格 Spec-out的话 就不合格 Spec 检出 不良率
以后是,,, 要集合在中心 才合格 LSL USL 虽然是Spec-in 如果达不到水准 就不合格 如果散的话就死 把隐藏的 不良 事前预测 Spec
Ⅰ. 什么是6σ? 3. 6σ的定义 6σ的活动方法 6σ的活动 • 是所有工序、业务上全面推广 • 是运用科学统计技法 • 是找出发生缺陷的原因 • 是对问题进行分析、改善活动 • 是通过减少不良、提高收率,使顾客不断满足 • 是针对经营效果的经营革新技法 3.4 PPM (百万个中3.4个不良) Cp=2.0, Cpk=1.5 注:PPM:Parts per Million,百万中不良数 Cp:Process Capability Index,工序能力指数 Cpk:平均值与目标值不同时的工序能力指数 8/44
4. 6σ的本质 Ⅰ. 什么是6σ? 1. 测定手段 • 明确指出我们应该往哪里去,为了达到它应做什么。 • sigma是测定制品及服务过程状态尺度。 2. 工具要求 • 在开发、生产、销售、服务的整个过程中,可运用于所有系统且丰富完整的工具包。 3. 事业战略: • 活用于全公司员工,达成经营革新的战略目标。 • 测定工序→掌握现在状况→设定目标→全员改善活动→成果评定/奖励。 4. 活动观念 • 减少我们所做的一切事情中的失误,降低损失(精准作业)。 • 变热情的工作为睿智的工作。 9/44
4. 6σ的本质 Ⅰ. 什么是6σ? 根据σ - Level的意义 6σ的结果 • 所有果实适期里全部收获 • 所有果实都是上等果实 5σ的墙- 设计的革新 • 可收获大部分果实 • 运用工序最佳化的结果 4σ的墙- 工序的革新 • 只收获下部的果实 • 运用 QC 7tool的结果 3σ的墙- 培养协力企业 • 只收获掉地的果实 • 基本生产的结果 10/44
5. 6σ的适用范围 Ⅰ. 什么是6σ? 6σ是能够运用于开发、量产、业务等所有Business System(经营系统)的工具。 ----只要有顾客,服务对象的地方都可以运用6 σ改善工具. 确保开发阶段中的设计完善度 开发 R&D 6σ • 为了满足顾客需要,选定CTQ • 设定合理的 Tolerance(公差) • 确保开发阶段中CTQ的工序能力 开发 6σ 确保量产阶段中的品质 量产 量产 • 使用软件改善Field顽固不良 • 利用I.T Real Time Monitoring • (实时监控电算系统) • → 保证量产品质 业务 Manufacturing 6σ Transaction 6σ 业务 使间接部门的Output极大化 • 业务部门的改善活动 • 业务质量的Focusing改善 R&D:Research & Development 研究开发 11/44
Ⅰ. 什么是6σ? 6. 6σ改善Process 6σ改善 Process [Manufacturing& Transaction] 从顾客的观点 查明CTQ*要素 (Critical to Quality) 1. 您的顾客是谁呢? - 内部- 外部 2. 您给顾客提供什么呢? 3. 为了满足顾客的品质,重要的是什么? D** 查明 CTQ要素原因的 核心Process(工序) 1. 您给顾客提供制品和SVC的CTQ,其内部Process是什么? 2. 这 Process中哪里有缺陷呢? 解决问题各阶段 • Practical Problem • Measurement System • Yield Calculation • Process Mapping • σ Calculation Measure M Analyze Improve • Benchmarking • Pareto Chart & Stratification • Cause & Effect Diagram A Control • 试验计划 • Brainstorming • Action Workout Techniques • Piloting I 6 Sigma是为了解决问题,且具有 严格的系统改善程序!!! • Control Mechanism • 管理图 • Procedures C * CTQ(Critical To Quality): 从顾客观点评定的致命制品、Service或者Process的特性值 ** D : Define 12/44
Ⅰ. 什么是6σ? 6. 6σ改善Process 利用 R&D 6σ开发 Process 基本 构想 评价会 企划 确定 评价会 E/S 图面 确认 现象 分析 评价会 Kick -Off 开发 Process 顾客 Needs 调查 QFD S-1 设计 FMEA 工序 FMEA QFD S-2 预备 CTQ 选定 类似 工序 Data 收集 CTQ的 Z值 收集 Z值 最适化 设计 改善 CTQ 评价 会议 R&D 6σ E/S 制作 E/S 品评会 开发图面 确定 部品 入库 P/L 制作 P/L 品评会 补品 入库 P.P 制作 P.P 品评会 CTQ 确定 CTQ 新品 Data 收集 工序 改善 活动 CTQ 新品 合格 CTQ的 Z值 确定 13/44
- 以初步现象 为中心分析 - 经验/技术 为主 Ⅰ. 什么是6σ? 7. 与一般改善Tool的比较 改善Process 方面 掌握现象 分 析 改 善 管 理 - 现象掌握 - 频度掌握 - 根据专家 的Idea 进行改善 - 根据管理图 进行管理 - Process 4M管理 - 计数值合符管理中心 - 因个别统计Tool复杂, 难以运用解决问题 一般 - Define/测定 区分 - CTQ的散布 掌握 - 用统计进行 分析 - 还要分析原因的影响因子 - 根据统计 分析设定 最适条件 - 根据PTS*进行 事后管理 (CTQ, 成果) - 计量值的散布合符管理中心 - 使用定型化的Process,利 用统计软件方便推广应用。 6σ * Project Tracking System : Project 跟踪管理及共有System 14/44
Ⅰ. 什么是6σ? 7. 与基本改善Tool的比较 100ppm 与 6σ 比较 100ppm 6σ → 选定 Line → 实施工序 FMEA(故障模式及效果分析) - 选定顾客观点中Cost Impact(效果)大的工序 → 确定 CTQ 工序 → 对工序特征进行分类 - 一般管理工序 - 重点管理工序 - 法律规定工序 - 散布改善工序等 → 根据工序特征 100ppm / 6σ 应用 • 工序不良率管理 • 工序的散布管理 • 管理Tool • 改善Tool • 制品规格中心的管理 • 对于核心要素实 • 施事前预防管理 • 根据个人的 Know-How • (技术决窍)进行判断 • 根据统计Data • 进行判断 • 人工对品质Data • 每日管理和分析 • 利用统计软件 • 简便有效地分析 15/44
8. 6σ的哲学 Ⅰ. 什么是6σ? Focusing Point CTQ(Y)=F(X1,X2,X3, ... Xn ) 6σ活动是某一System中,从顾客的观点Cost Impact大的问题选定CTQ,并通过对CTQ的6σ改善活动达成目标。 6σ活动不是对选定的CTQ 本身进行改善, 而是对引起问题的原因因子(X1, X2..) Focusing 进行改善。 ● X Y ◆ 独立变量 ◆ Input ◆ 原因 ◆ 问题点 ◆ 管理对象 ◆ 从属变量 ◆ Output ◆ 结果 ◆ 现象 ◆ 观察,监视的对象 ● 影响 CTQ(Y)的 X因子是以20%致命的 少数因子和80%不重要的多数因子构 成的 16/44
8. 6σ的哲学 Ⅰ. 什么是6σ? ◆ 对某种现象不能定量表示,这意味着没有正确了解有关问题。 ◆ ‘不知道’以‘不能管理’表现出来,这意味着不能再改善现在的状况。 17/44
8. 6σ的哲学 Ⅰ. 什么是6σ? ◆ 企业要生存就必须持续发展。 ◆ 要持续发展就必须满足顾客。 ◆ 要满足顾客就必须提供优质的QCD*。 ◆ 要提供优质的QCD就必须有工序能力。 ◆ 要有工序能力就必须控制工序变动。 ◆ 要控制工序变动就必须找出引起变动的原因。 ◆ 要找出引起变动的原因就必须知道问题是什么。 ◆ 要知道问题是什么就必须首先进行测定。 ◆ 要首先进行测定就必须掌握方法。 * QCD (Quality, Cost, Delivery) : 质量,成本,交货期 18/44
Ⅱ. 为什么要实行6σ? 1. 品质和损失费用 2. Paradigm Shift(典型变化) 3. 6σ的特征 4. 先进事例 19/44
Ⅱ. 为什么要实行6σ? 1. 品质和损失费用 品质指标推移* SVC 不良率 (%) ● 革新化的 不良改善活动 ● ● ● ○ ☆ ‘93 ‘96 ‘97 ‘98 2002 * 主要制品年度 SVC(售后服务)不良率推移 20/44
Ⅱ. 为什么要实行6σ? 1. 品质和损失费用 “现在的品质损失费用只是冰山一角” 检查 传统的品质损失费用 ( 容易确定) SVC 废品 再作业 不合格 设计变更 销售损失 追加的品质损失费用 (测定困难) Long cycle time 延迟交货期 过大再作业 顾客信用度失去 事务费用 过多库存 21/44
Ⅱ. 为什么要实行6σ? 2. Paradigm Shift 关于品质的Paradigm Shift 旧的品质概念 新的品质概念 预防& 评价 费用 预防& 评价 费用 费 用 费 用 费 用 费 用 损失 费用 损失 费用 品质改善 费用就增加 品质改善 费用也减少 4σ 5σ 6σ 4σ 品质 品质 达成高品质并不是说需要很多费用,而是创造高品质投入低费用。 22/44
Ⅱ. 为什么要实行6σ? 2. Paradigm Shift 3σ / 6σ 公司比较 3 σ 水准的公司 6 σ水准的公司 • 销售额的 5%是损失Cost • 一百万台中只有3-4台不良品 • 关注没有不良的 Process • 知道创造高品质只需低费用 • 通过测量、分析、改善、管理等基本方法 • 对世界最高水平公司进行Benchmarking • 不满足于99%的合格 • 从外部制定CTQ (以顾客的观点制定CTQ) • 销售额的10-25%是损失Cost • 一百万台中有66,807台不良品 • 依赖检查检出不良 • 高品质需要很多的费用 • Data的收集及分析的体系不完善 • 对竞争公司进行Benchmarking • 认为99%合格就完全可以了 • 从内部制定CTQ 23/44
Ⅱ. 为什么要实行6σ? 2. Paradigm Shift 99% 的品质为什么还不可以? • 每小时有两万份邮件丢失。 • 每天有15分钟供应污染的水。 • 一周发生5000件失败的手术。 • 每日在重要机场发生两起着陆事故。 • 每年有20万件错误的药方。 • 每天有7小时停电。 4 σ = 99.38% 24/44
Ⅱ. 为什么要实行6σ? 3. 6σ的特征 传统的品质改善和6σ品质改善的比较 项目 传统的品质改善 6σ品质改善 测定单位 Data 目标 改善范围 改善方法 推进方法 适用范围 • %(不良率) • 计数值Data • 满足制造工序 • Spec脱离部分(不良改善) • 经验+ 专业能力 • Bottom Up(由下至上) • 制造工序 • sigma (σ) • 计数值+ 计量值Data • 满足顾客 • Spec内(散布改善) • 经验+ 专业能力+ 统计能力 • Top Down (由上至下) • 购买, 销售, 服务等所有部门 6是以客户为起点,以数据为策动的领导策略. 25/44
Ⅱ. 为什么要实行6σ? 3. 6σ的特征 6σ的要点 • 推出共同的改善目标 • 在源流阶段的因子管理 • 把统计学运用于生产现场 • 统计分析软件化 • 根据试验的Data分析 • 重视Data → 加速全部门的革新活动 → 减少不良的再作业 → 使实际问题解决容易 → 使统计分析方法容易 → 把不明确的认识明确化 → 排除经验和先入观念 26/44
Ⅱ. 为什么要实行6σ? 3. 6σ的特征 6σ 推进效果/ 优秀性 推进效果: 通过减少损失费用,制品和服务的品质改善,顾客满足度向上 基于经营成果可视化。 优秀性 ■ 适用范围多样性:包括金融等可适用于全产业范围。 ■ 3P* Focus 和合理的测定指标 不仅是针对制品和服务,而且也通过制品的process,正确测定人力资源 的品质,认识水准现况来设定目标。 ■ 高投资效果 对硬件几乎不投资,而将人力资源教育投资放在首位 ■ 费用对比效果的透明性 从Project初期,会计(经理,企划)部门参与预算,管理效果金额, 确保改善效果的透明性。 ■ 形成Data Driven Mind(一切源于数据的观念),运用统计和QC Tool。 重视Data,并通过对实验 Data分析,将不明确的认识明确化,排除经验和 先入观念,通过专用软件方便快捷地活用统计。 * 3P : Product, Process, People(制品, 工序, 人员) 27/44
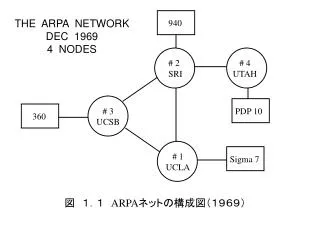
Ⅱ. 为什么要实行6σ? 4. 先进事例 6σ 开始和发展 开始: Motorola 发展: G.E • 80年代初期,Motorola的寻呼机进入市场,因与日本企业的品质等级差距,而受到打击。 • 81年该公司树立“5年内提高10倍的品质改善目标”进行推进,但结果实际与目标差距大。 • 其时各事业部门的品质评价与开发具有随意性;随后改为利用统计理论,开发统一尺度, • 这就是6σ。 • 87年根据顾客总体满足关键的第一手资料,主动设定6σ目标。 • 95年因许多经营环境的变化,必须抓住机会迎接挑战,为达成World Class Quality而展开活动。 • 开展了Productivity,Inventory Return, NPI等活动,但改善效果却因Process 的缺陷而难见成效。 • GE认为 World Class Quality是最大的挑战,GE 为了在21世纪的发展而全面Focusing 6σ。 28/44
Ⅱ. 为什么要实行6σ? 4. 先进事例 先进公司推进现况 MOTOROLA T I G E SONY 导入 成果 特征 推进 方法 1987年1988年1995年1997年 品质费用节减 品质费用 估计品质费用节减 到2000年2000名 $32亿1988:30% $38亿(2000年) Black Belt养成 →1993:7.4% 6σ的起源部门间协作Team包括服务/事务在日本最先引入 (4年间品质向上100倍)导入所有部门展开 东西方文化的融合TOP DOWN 教育和project与6σ研究院 品质教育同时进行 协作进行 29/44
Ⅱ. 为什么要实行6σ? 4. 先进事例 先进公司的成果 定量成果 定性成果 Motorola 成果 Motorola公司‘92年达成5.5σ水平, ‘87年到‘92年取得了$32亿美元的成果 1200 Costs • 6σ作为组织间的Boundary less • Behavior (边际损失行为)作用执行。 • 加强了改善能力,公司成为学习的组织 • 使得 6σ 成为全世界共同语言 • GE确信6σ 在未来将成为 Central • Role(主流) 1000 Benefits 800 G E 成果 600 400 200 0 96 97 98 30/44
Ⅲ. 怎样推进6σ? 1. 6σ 的成功要素 2. 6σ 的推进体系 3. Project 管理 4. Infra 构筑事例 31/44
Ⅲ. 怎样推进6σ? 1. 6σ 的成功要素 System的方面 Method的方面 ■ Top Down来实施 ■ 从顾客的要求出发 • 表明最高经营层的坚定意志 • Top management强有力而定 • 期的发布6σ的方针政策。 • 从顾客的要求选定CTQ,Impact(影响) • 最大的开始改善。 ■ 组织内全部职能部门都参与 ■ 以彻底实行为宗旨的教育 Program。 • 不仅不局限于制造部门,非制 • 造部门也要以顾客为中心进行 • Process Redesign(重新设计)。 • 通过实行,掌握Tool和Process, • 创出经营成果。 • 使组织的全体人员彻底理解。 ■ 把 6σ当成全公司共同的尺度 ■ 构筑支援 Infra (环境) • 依靠共同语言(CTQ,σ,Cp,)执行。 • 一切水准,目标都用 σ表示。 • 以 Project活动来展开。 • 为了使Project成功,构筑 Infra • 进行组织、制度、体制方面改革。 • 合理的评价及适当的奖励System。 32/44
Ⅲ. 怎样推进6σ? 2. 6σ 的推进体系 * 事业本部推进体系 事业部门长 - 6σ 推进主体 - 6σ Involvement & Commitment Champion - 6σ 实行主体 Support 现况报道/ 支援邀请 Commitment Commitment Champion Review 指导/支援 Project Team MBB(Master Black Belt) 支援邀请 - 成果志向的Project 实行 - 对CTQ 达成6σ水准 - 6σ Skill 支援 * Champion Review : 按不同的Champion阶段(Theme选定 → 成果验证) 进度管理及议事决定的会议体制. 33/44
Ⅲ. 怎样推进6σ? 2. 6σ 的推进体系 Champion 定 义 作 用 - Vision的树立 • 提出中短期6σ目标 • 设定和提出全体最佳化的课题 • 给出Project方向性及其目标 - 推进 6σ 活动 • 直接实行6σ的主体 • 各部门长(OBU长, 事业担当, • 法人长等)执行Champion的 • 作用 • 通过强化Commitment引导持续活动 • 与MBB联系成果的验证及传播 - Involvement • 通过Champion Review,进行Monitoring和支援 • 直接支援,解决6σ活动的困难。 - 支援Project • 在改善/管理阶段上积极引导各部门进行支援。 • 决定投资和Resource(资源)分配 • 对改善的结果进行F-Up 和Monitoring(跟踪和监督) • 赋予主人翁动机。 * 对6σ实行Ownership 和Project 活动Involvement是非常重要的。 34/44
Ⅲ. 怎样推进6σ? 2. 6σ 的推进体系 MBB (Master Black Belt) 定 义 作 用 - Skill(技巧)传播 • 引导和训练正确的6σ推进方法 • 提高6σSkill & Tools的 Level up • 传播成功事例 • 6σTechnical Leader • Full Time Job 执行6σ • ‘MBB培养课程’毕业者和具有同等 • 资格者由事业本部长任命 - 6σ 成果Drive • 按阶段 Check Project 进行情况 • 直接向 Champion Feedback Project 的进行情况和结果 • 验证成果的真实性 - Project指导/支援 • 6σ教育和 BB/GB 指导 • 直接支援,解决6σ活动的障碍 • 管理和持续维持已改善的 Process * 选定有能力的 MBB 和持续的 Skill up 是非常重要的。 35/44
Ⅲ. 怎样推进6σ? 2. 6σ 的推进体系 Belt 制度 资 格 构 成 概 要 Role(角色) • 6σ Technical Leader • 具有技术的Background • 传播 Skill • BB / GB 指导 • Project完成 Drive • 检证成果的真实性 • 教育 • 资格: 6σ全担者是 • .’MBB培养 Course’毕业者 • .6σProject四件以上完成 • 的人中评价,选拔 • 资格维持:一年5件以上指导Project Master Black belt • 执行 Project • 改善Team Leader • Team员Tool教育 • Task Project 执行Leader • .资格: 6σ Project 2件以上完成 • .维持: 一年一件以上执行Project • 对 Neck课题的实行 • Full Time Project Black belt • 对 Neck课题的实行 • Part Time Project • 执行 Project • 改善Team Leader • Project执行及Task Member • 资格: 6σ Project 二件以上完成 Green belt • 初步阶段 • 参加 Project活动 • 资格: 接受 6σ基础及实务课程教育 • 参加 Project • 改善Team活动 White belt 36/44
Ⅲ. 怎样推进6σ? 3. Project 管理 PTS*活用 Flow 期待结果 - 对对结束后的Project CTQ 和成果进行 事后管理 - 对Project进行状态管理及报告 - 累计6σProject的Cost节减额 - 将 Project 情报共有活性化 - 6σProject 全体推进现况 All Projects Project Reviews PTS Champion, 相关部门长 Belt - Defect Data,目标 - 活动进行状况 - 改善结果 - 事后管理等 (每周Update) • 每周Review(评价) • Cost, 成果,改善结果 • 确认, 累计 • 事后管理Check • Project件数/CTQ的Z值水准/改善金额 • 本部全体/OBU/制品/MODEL别分类 * Home Appliance 事业本部(家用电器)中构筑 6σ System 后, 从99年初全社推广。 * PTS : Project Tracking System项目跟踪系统 37/44
Ⅲ. 怎样推进6σ? 4. Infra 构筑事例 以全社员为对象的教育 6σ推进 组织构成 6σ推进战略树立 6σ教育教案作成 情报化体系 构筑 示范Project 实施 - 实行主体 MFG : QA部长 R&D : 研究室长 - 6σ支援组织构成 :2~3名/ OBU → 以后6σTeam 构成(5~7名) - 6σ 导入报告 - 6σ 推进战略/ 目标报告 - 6σ介绍 : 全社员为对象 - 6σ实行课程 : 事务职为对象 - 6σ 实务课程 : 现场班长/系长 - 协力社6σ课程 :经营者/管理者 - 顽固不良的改善 : Minitab 软件 - 工序最适化IT : Real Time Monitoring : CTQ Data Gathering - 累计直行率管理 IT System - PTS : Project Tracking System - 6σ Team - 示范Project 对象:1件/OBU - 全社员对象教育 - 人员事务教育 → Project Review - Coreman : 80名/年 - 事务职教育 : 2,400名 * Home Appliance 事业本部(家用电器)事例 38/44
#. 6σ共同用语 1. CTQ 2. DPU / DPMO 3. Z 值 4. 工序能力指数 5. 累计直行率 39/44
1. CTQ #. 6σ共同用语 CTQ的定义 选定 CTQ Tool Critical To Quality是从顾客观点上(损失费用max)定义的,是顾客认为致命的制品、Service(服务)或者是 Process的特性值。 ● • 调查顾客 • Focus Groups Interview • 对顾客的要求事项Mapping • 展开品质技能(QFD) • Quick Market Intelligence • Logic Tree • Pareto Diagram ● 不管什么,只要影响顾客的满足度,都能选定为 CTQ。 例) • 特定部品的Spec。 • 正确有信赖性的邀请书通知单(申请书) • 对维修必要的时间 • 亲切 只选定顾客的立场上认为最重要的 特性值,以6σ水平改善,管理是 CTQ 的最大的目标,这不仅是积极地工 作,而且也是明智。 40/44
#. 6σ共同用语 2. DPU / DPMO Defects Per Unit : 每个Unit(单元)存在的缺陷数 → 有些Process判定为不适合,但6σ里关心的对象是具有不适合的缺陷程度,是导入的概念。 例) 有个顾客的 Claim式样中有10个记录的项目,其中记录错了2个项目,这时 DPU= Defect / Unit = 总缺陷数/总生产单位(单元)数=2 / 1 = 2 DPU Defects Per Opportunity : 每个Unit中存在的机会数和相关的Unit中存在的缺陷数 → 具有同样的缺陷数的不适合事项,也根据机会数的多少对 Process能力评价是不同的,是在 DPU 概念里考虑机会数的值。 例) 有一张(Unit)所需东西的样式中,应记录的项目数有10个,其中记载错的有2个 2 Defect / (1Unit x 10 Opportunity) = 0.2 就是, DPO=0.2 DPO Defect Per Million Opportunities : DPO值x 1,000,000, → 6σ使用的单位是PPM(Part Per Million),因此是将比例转换成百万单位概念。 例) DPMO = 0.2 DPO x 1,000,000 = 200,000 DPMO 41/44
LSL USL 1 s X -T Z = σ T=μ 3. Z 值 #. 6σ共同用语 Z值的定义 Z值的概念 为了便于计算和观察,把各种形态的正态分布*标准化成标准正态分布**。 ◆ 概率函数的随机变量X (在这里是USL***或者LSL)与平均值之间的距离,以标准偏差(σ)来除的值定义成 Z值。 ◆ 在Process规格里变动,减少(σ)散布,达到包含6个σ的水准时,这就叫Z=6 或者是 6σ水准的Process能力。这时不良率为3.4ppm,也就是意味着百万次中只有 3~4 次的缺陷出现,此时表现为优秀的工序能力。 这是将σ Level的数字化。 若 Z=6 就叫做6σ水准。 ◆ * 正 态 分 布 :形成以平均值(μ)为中心,左右对称的钟形曲线状的概率模型。 ** 标准正态分布:平均值是“0”,标准偏差是“1”的正态分布。 *** USL (Upper Spec Limit) :规格上限/ LSL (Lower Spec Limit) :规格下限 42/44
| T-μ | K = (规格上限- 规格下限)/2 4. 工序能力指数 #. 6σ共同用语 ◆ 什么叫工序能力(Process Capability)? 作为工序固有能力,反映生产制品质量符合规格的均一程度。 工序能力指数 m T - 评价工序在稳定状态时,能否生产满足规格的制品的能力尺度。 - 只用正态分布Z值是不能了解散布的 好坏及偏移情况,因此引进Cp, Cpk - 工序能力指数Cpk是考虑平均值的偏移。 - 这时目标值(T)与平均值的位置偏离,其偏离程度用偏移度K来表示。 -6σ -3σ +3σ +6σ 1σ 工序变动幅 设计裕度 特性值的最大容许范围(设计裕度) Cp = 工序正态变动(工序变动幅) Cpk = Cp (1-K) 43/44
#. 6σ共同用语 5. 累积直通率 ◆ 累计直通率是一个制品通过全工序合格的概率. Input 目的 通过品质改善,提高生产性 工序1:99%合格率 累计 直行率 管理 全工序的不良,设备故障,无作业 Model Change Loss,无功作业 工序2:92% 对象 工序3:93% 6σ Tool 工序 不良率 管理 最终检查 97% 通过Team活动,每人负责1个Project进行。 实行 没管理的 Loss 工序 不良率 最终 良品 把工厂内所有工序隐藏的不 良曝露出来,并且进行改善。 RTY* = 0.99 × 0.92 × 0.93 × 0.97 = 82.2% * RTY(Rolled Throughput Yield) : 累计直通率 44/44