Download

1 / 17
170 likes | 407 Views
Workshop: New Achievements in Virtual Engineering Technology Banja Luka Tempus Project: 158623-DE. Latest Results in Rapid Prototyping SZÉCHENYI ISTVÁN UNIVERSITY I. Zsoldos, I. Hatos. 2011 February. Sections. Principle of direct metal laser sintering Quality, applications

E N D
Workshop: New Achievements in Virtual Engineering Technology Banja Luka Tempus Project: 158623-DE Latest Results in Rapid PrototypingSZÉCHENYI ISTVÁN UNIVERSITYI. Zsoldos, I. Hatos 2011 February
Sections • Principle of direct metal laser sintering • Quality, applications • The new device in the Szechenyi Istvan University • Preparation for the work in the new lab: New possibilities in tool design Mass reduction: new PhD research work Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
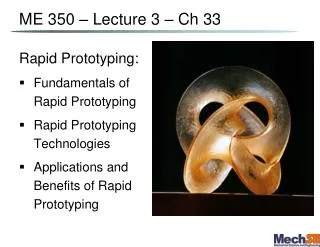
1. Principle of DMLS • Multitudes of steps: • Spreading out a metal powder layer • Scaning by laser beam Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Basic parameters of the DMLS rapid prototyping devices Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications • Applicaple for: Maraging Steel MS1 • direct manufacture of any parts • requiring high strength and hardness • injection moulds, • casting moulds in light alloys, • Achievable accuracy: 40-60mm • Min. wall thickness: 0.3mm • Ultimate tensile strength: 1100 MPa, • after hardening: 1950MPa • Yield strength: 1000 MPa, • after hardening: 1900 MPa • Hardness: 33-37 HRC, • after hardening: 50-54 HRC • Maximum operating temperature: 4000C Cooling insert for a mold that makes plastic covers for lipstick Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications • Applicaple for: Cobalt Chrome • Biomedical application, • Dental, medical implants • High-temperatures engineering applications • (Aero engines) • Achievable accuracy: 40-50mm • Min. wall thickness: 0.3mm • Ultimate tensile strength: 1400 MPa, • Yield strength: 980 MPa, • Hardness: 45 HRC, • Maximum operating temperature: 11500C Dental copings Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Titanium T64 • Applicaple for: • Functional prototypes, • Biomedical implants • High mechanical properties, • low specific weigh • (Aerospace and motor racing) • Achievable accuracy: 40-80mm • Min. wall thickness: 0.3mm • Ultimate tensile strength: 1150 MPa, • Yield strength: 1030 MPa, • Hardness: 400 HV, • Maximum operating temperature: 3500C Aerospace components Bicycle brake part Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Nickel alloy • Applicaple for: • Aero turbine engine parts • Rocket and space components • Chemical industry parts • Oil, gas industry parts • Achievable accuracy: 20-50mm • Min. wall thickness: 0.3mm • Ultimate tensile strength: 1400 MPa, • Yield strength: 1150 MPa, • Hardness: 47 HRC, • Maximum operating temperature: 6500C Nickel manifold Fuel injection swirlers Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Loading diagram of laser sintered stainless steel specimens Young Chen: 3D Texture Mapping for Rapid Manufacturing, 2007, Computer Aided Design and Applications, Vol 4, No. 6, pp: 761-771. Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Comparison of Titanium alloys prepared different technologies (with same components) www.eos.info Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
2. Quality, applications Accuracy, geometrical properties Porosity: less than 1-5% Accuracy: ±20 µm Wall thickness: 0.3mm Surface quality: Ra 9-12 µm After polishing: Ra 2-6 µm Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
3. The new device at the Szechenyi Istvan University EOSINT M 270 Building volume: 250x250x215 Building speed: 2-20mm3/s Scan speed: up to 7m/s Layer thickness: 20 µm Laser power: 200 W Porosity: less than 1% Installation: ~March 2011 Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
4. New possibilities in tool design Preparation for the work in the new lab According to the literature: Optimized cooling system of an injection-moulding tool results in 20-30% time reduction in the moulding process. Falk György: Formakövető hűtés fröccsöntésnél, Gyártástrend, 2010/1, pp. 32-33. Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
4. New possibilities in tool design Preparation for the work in the new lab Our case-study: Left: optimized cooling system Right: conventional colling system Erik Sági, Gábor Dogossy, Széchenyi István University, Győr Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
4. New possibilities in tool design Preparation for the work in the new lab According to our calculations: (Autodesk Moldflow Insight) Left: optimized cooling system Right: conventional cooling system Upper: temperature after the rejection Low: fill time of the cavities Erik Sági, Gábor Dogossy, Széchenyi István University, Győr Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE
4. New possibilities in tool design Preparation for the work in the new lab Mass reduction: new PhD research work Lattice structures István Hatos PhD student Erik Sági, Gábor Dogossy, Széchenyi István University, Győr Workshop: New AchievementsinVirtualEngineeringTechnology, Banja Luka Tempus Project: 158623-DE