Download
1 / 3
0 likes | 23 Views
<br>Flux-cored welding is a popular type widely used in areas that demand strong welds and deep penetration. The quality of welding largely depends on the quality of the flux-cored wire used in the process. <br>Company Name: Diffusion Engineers<br>URL: https://www.diffusionengineers.com/<br>Tel: 07104-232820, 234727, 236772<br>Address: T-5 & 6, MIDC, Hingna Industrial Area,Nagpur - 440016, Maharashtra<br>

E N D
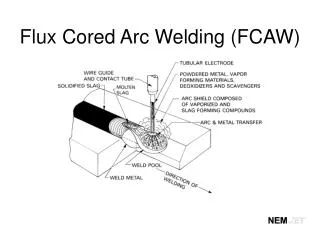
Reasons Why Flux Cored Welding is Better Than Stick Welding Flux-cored welding is a popular type widely used in areas that demand strong welds and deep penetration. The quality of welding largely depends on the quality of the flux-cored wire used in the process. There are several reputable flux cored wire suppliers in India whom you can contact to buy quality wires. Flux is responsible for stabilizing the arc and reducing the spatter. Flux-cored equipment is easy to carry and can be used for outdoor applications. Flux-cored welding can be performed in windy conditions. Stick welding is another type of welding that has a few similarities with flux-cored welding. This article will help you understand the advantages of flux-cored welding over stick welding. Benefits of flux-cored welding over stick welding Flux protects the welding puddle and offers several advantages. Let's go over its benefits one by one: 1.High deposition rate The deposition rate in flux-cored welding is double that of stick welding. Deposition rate refers to the amount of weld metal that gets to the joint when the arc is on. The flux-cored welding process is capable of concentrating more energy at one point which results in more metal getting into the joint. Stick welding comparatively has a lower deposition rate. 2. Greater efficiency
Filler material gets converted into useful weld metal during the welding process. However, how much of it gets converted varies according to the welding process. For flux-cored welding, the flux material is less which means there is more metal and a higher deposition rate. Stick welding on the other hand loses a lot of metal which compromises its efficiency. The deposition efficiency of flux-cored welding stands at 85% whereas it is 60% for that of stick welding. Buy your wires from a renowned flux cored wire manufacturer in India to avoid poor-quality welds. 3. High operator factor The operator factor is the time spent by the welder welding without any interruption. If the welder has to stop and restart the welding frequently to change rods, the operator factor is low. Flux-cored welding enables a high operator factor as the welder can weld with no interruption, thanks to the length of the wire. Stick welding requires welders to stop and change the rods in between the process. The operator rate for stick welding is 35% whereas 50% for flux-cored welding. 4. Requires less skills Flux-cored welding is easy for beginners as well. The arc length remains stable and the wire is constantly fed power at a steady rate. Beginners can do flux-cored welding with very little practice. This is not the case for stick welding. Stick welders should manually maintain the arc length and take care of the electrode wire. It thus requires a lot of practice before a welder can start the work. Get your welding electrodes from professional welding electrode manufacturers before starting any project. 5. No sticking of the electrode The chances of the electrode sticking to the base metal are high during stick welding as it is prone to defects due to manual processes. Flux-cored welding is a semi-automatic process where the arc length is maintained once the correct voltage and wire speed are applied. Contact flux cored wire manufacturers with a proven track record for wires that improve your efficiency and perform as expected. These are a few of the important advantages of flux-cored welding over stick welding. You can choose whichever method suits best for your needs. If you ever need any assistance with choosing electrodes or wear plates, you can contact Diffcor Suppliers. Company Name: Diffusion Engineers URL: https://www.diffusionengineers.com/ Tel: 07104-232820, 234727, 236772 Address: T-5 & 6, MIDC, Hingna Industrial Area,Nagpur - 440016, Maharashtra