Download
1 / 6
591 likes | 5.89k Views
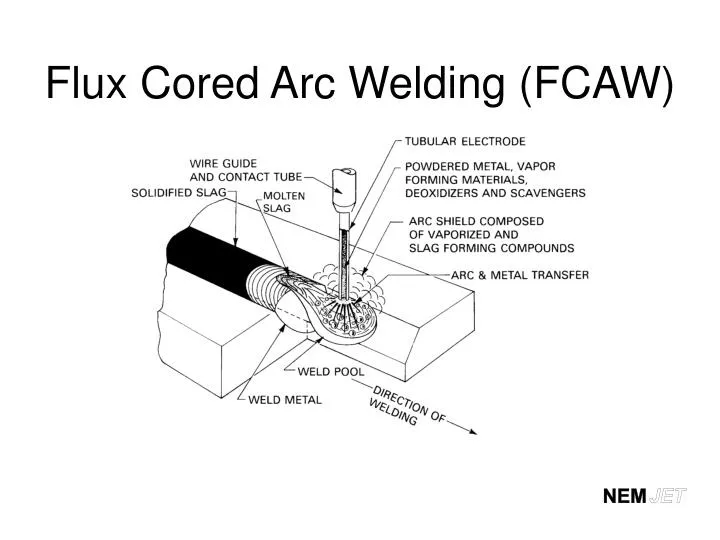
Flux Cored Arc Welding (FCAW). Linnert, Welding Metallurgy, AWS, 1994. Flux-Cored Arc Welding. FCAW Electrode Classification. E70 T - 1. Electrode. Type Gas, Usability and Performance. Minimum UTS 70,000 psi. Flux Cored /Tubular Electrode. Position.

E N D
Linnert, Welding Metallurgy, AWS, 1994
Flux-Cored Arc Welding FCAW Electrode Classification E70 T - 1 Electrode Type Gas, Usability and Performance Minimum UTS 70,000 psi Flux Cored /Tubular Electrode Position American Welding Society Specification AWS A5.20 and AWS A5.29.
Linnert, Welding Metallurgy AWS, 1994
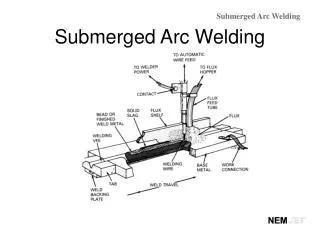
Flux-Cored Arc Welding Advantages • High deposition rates • Deeper penetration than SMAW • High-quality • Less pre-cleaning than GMAW • Slag covering helps with larger out-of-position welds • Self-shielded FCAW is draft tolerant.
Flux-Cored Arc Welding Limitations • Slag must be removed • More smoke and fumes than GMAW and SAW • Spatter • FCAW wire is more expensive • Equipment is more expensive and complex than for SMAW