Download
1 / 30
300 likes | 448 Views
Process Effects on Microbiological Contaminant Levels. Phares O. Okelo, Ph.D. Center for Veterinary Medicine/FDA AFSS Public Meeting May 22, 2007. Outline. Ingredient/feed manufacturing processes Process effects on contaminant levels Some examples.

E N D
Process Effects on Microbiological Contaminant Levels Phares O. Okelo, Ph.D. Center for Veterinary Medicine/FDA AFSS Public Meeting May 22, 2007
Outline Ingredient/feed manufacturing processes Process effects on contaminant levels Some examples
Ingredient/Feed Manufacturing Process Categories Thermal Physical Chemical Other
Ingredient-Contaminant-Process Interactions ‘cont. Initial Contaminant Levels Final Contaminant Levels Manufacturing Process
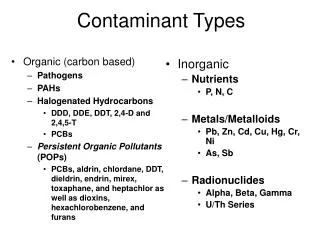
Microbiological Contaminants Fungi Bacteria Penicillium spp. Salmonella enterica Aspergillus spp. E. coli O157:H7 Fusarium spp. Mycobacterium spp. Bacillus spp. Clostridium spp. Pseudomonas spp. Staphylococcus spp.
Manufacturing Processes - Thermal (Temp, time, moisture) • Spray-drying • Drum/tube-drying • Fluid-bed drying • Pelleting
Red blood cells Separation Plasma concentration by filtration Whole liquid porcine blood Spray-drying, Air in: 249 – 271 oC Air out: 66 – 74 oC Dwell time: ~ 10 min Other processes plasma meal 8 – 10 % mcf Manufacturing Processes – Thermal (spray-dried animal blood cells)
Manufacturing Processes - Physical (psd, temp, press, time) • Grinding • Pressing • Centrifugation • Membrane separation • Mixing
Manufacturing Processes - Chemical (aw, time, pH, temp, conc) • Preservatives • Anti-microbial activity • Fermentation
Manufacturing Technologies and Inactivation Kinetics N = Noe-kt Where: N = number of viable bacterial cells after t seconds No = number of bacterial cells at the start of thermal process t = duration of thermal process, s k = activation constant of the organism (death rate), dimensionless
Manufacturing Technologies and Inactivation Kinetics (DT value) DT value The time (min) required to kill 90% of viable vegetative cells or spores at T (oC) DT (min) 0.1No No T oC
Manufacturing Technologies and Inactivation Kinetics (DT value ‘cont.) DT = [2.303/exp(ln ko – Ea / RT)] where: ko = the pre-exponential factor, dimensionless Ea = activation energy of the organism, (J mol-1) R = the universal gas constant, (8.314 J mol-1 K-1) T = absolute temperature of thermal process, K
Manufacturing Technologies and Inactivation Kinetics ‘cont. N = Noe-(ln ko–Ea/RT)t Where: N = # of viable bacterial cells after t seconds No = # of bacterial cells at start of thermal process ko = the pre-exponential factor, dimensionless Ea = activation energy of the organism, (J mol-1) R = the universal gas constant, (8.314 J mol-1 K-1) T = absolute temperature of thermal process, K t = duration of thermal process, s
102-103 cells/g Mycobacterium avium Red blood cells T ~ 45-50 oC at droplet surface while in drying chamber Separation Plasma concentration thru membr. filtration Whole liquid swine blood Some pigs at slaughter house show porcine tuberculosis –Mycobacterium avium infection Spray-drying, Air in: 249–271 oC Air out: 66 – 74 oC Dwell time: ~10 min Otherprocesses 8 – 10 % mcf animal plasma meal Manufacturing Processes – Thermal (spray-dried animal blood cells)
Inactivation of M. avium – (spray-dried animal blood cells) *predicted DT values for M. avium sp. paratuberculosis
Manufacturing Technologies and Inactivation Kinetics (HHP) aMetrik et al., 1989 bCalrez et al., 1993
Expert Opinion – Microbes (process effects) If the microbiological contaminant is present in the specified feed ingredient, will the processing step in question 1) increase, 2) reduce, or 3) have no effect on the level of the microbiological contaminant? (Please restrict your estimates to effects occurring only during the specific processing step.)
Expert Opinion – Microbes (magnitude of effect) What is the estimated magnitude, in terms of percentages, of that effect (e.g., 50% reduction, 200% increase, etc.)?
Expert Opinion – Microbes (expert’s certainty on estimate) How certain are you in your estimation? Please use the following scale: • 1 = very uncertain (just a guess) • 2 = uncertain • 3 = medium certainty • 4 = fairly certain • 5 = very certain (I know what I am talking about!)
Microbes Inactivation (Expert Opinion Table) PES = Processing Effect Score (magnitude of effect, e.g., 50% reduction, 200% increase, etc.)
Manufacturing Processes - Thermal (Temp, time, etc) • Spray-drying (~45-55 oC, few min) • Drum/tube-drying (~35-40, few min) • Fluid-bed drying (~35-40, few min) • Pelleting (~66-100 oC, 30-140+ seconds)
Post Processing Operations (Effects on Level of Microbes) • Storage • Transportation • Feeding Practices Criteria for estimation of effects of these operations on the levels of microbes in ingredients and feed is being developed.
Final Level of Microbes in Feed The overall estimate of levels of microbes in the feed will be based on the following factors: • Initial levels in ingredients • Composition of contributing ingredient in diet (%) • Processing effects • Daily consumption
T Effects Whole liquid blood P Effects 102 - 103 cfu/g Mycobacterium avium Effects of Chemical Processes Other Ingredients Pelleting Mixing Microbe Inactivation -Levels After Processing (M. avium) C Effects Final level in feed: 0 cfu/g Final level in feed: x cfu/g
Expert Opinion WorksheetMicrobiological Contaminant DRAFT Process Effect Score (PES, %): - Increase; - Decrease; NE - No Effect Certainty: 1–Very uncertain; 2-Uncertain; 3-Medium certainty; 4-Fairly certain; 5-Very certain
Summary • Start with diet with known ingredients & composition, • a list of list of identified microbiological contaminants • Assess effects of key manufacturing processes on contaminant levels using established techniques (and available data on: process parameters, microbe levels, expert opinion, etc.) • Use model to estimate final contaminant levels in mixed feed